電気メッキした製品で、お客様からよくお問い合わせのある内容が、『穴の内面にメッキがついていない』という内容です。

メッキ業者に問い合わせても、『内面にはメッキつかないですよ』『穴の入り口ぐらいにしか、メッキはつきませんよ』など言われるかと思います。
これは電気メッキの特性として、電気の流れやすいところに電気が流れメッキされていくため、避けられない現象でもあります。
製品の形状によって、電気メッキは析出しやすい部分と析出しにくい部分とがあるので、1つの製品でも電気メッキの厚みが違ったり、無メッキ部分ができてしまうのです。
非常にわかりずら部分でもあるかと思うので、図をできるだけ使ってメッキがどんな風に析出するのかをご紹介します。
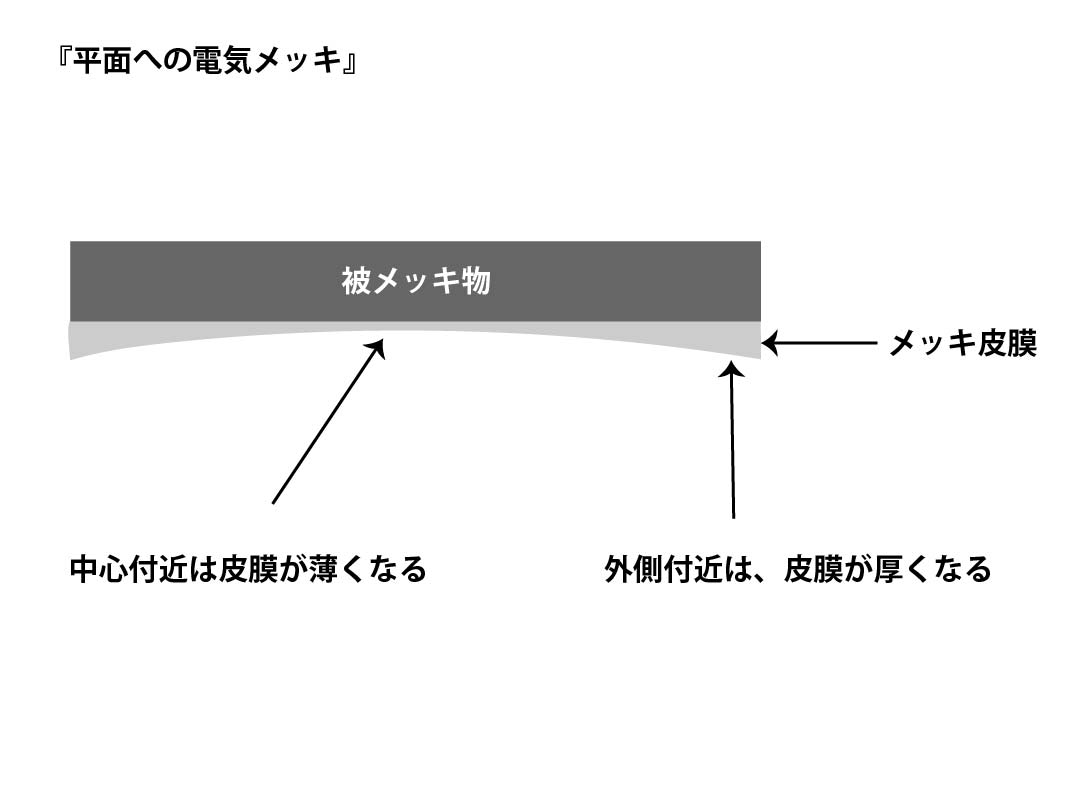
1.平面への電気メッキ
一番、多いのが平面へのメッキかと思います。
プレートものなどでも平行寸法のあるような製品の場合、電気メッキするとメッキの厚いところと薄い部分とができてしまい困ったことがある方もあるかもしれません。
平面への電気メッキは、外側付近の角に近づくほど電気が流れやすく、メッキ皮膜が厚くなります。その反対に、中心付近に近づくにつれメッキ皮膜が薄くなる傾向にあります。
平面部を面としてみた場合、どのようになるかというと、下図のようになります。
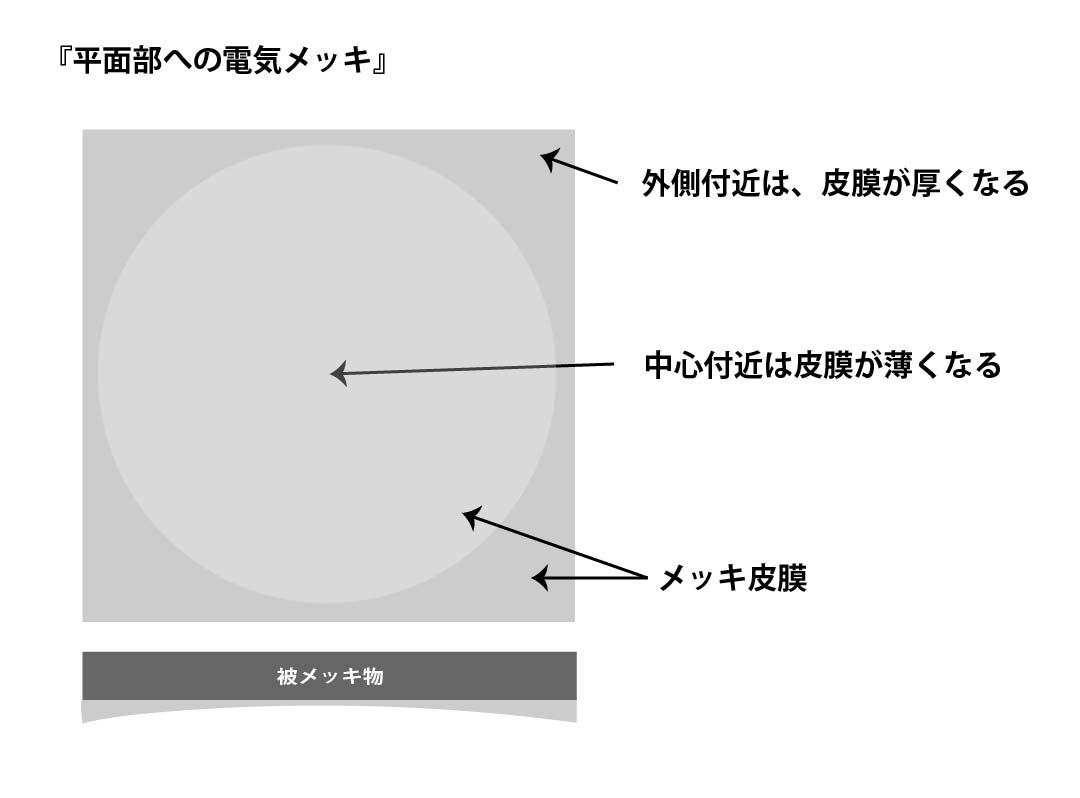 < 板の平面部を面としてみた場合、中心付近が全般的に薄くなり、外側に近づくほど厚くなっていきます。 プレートの一番端になるエッジ部分のメッキについては、以前の記事でご紹介していますので、下記のリンクよりご参考にしてください。
< 板の平面部を面としてみた場合、中心付近が全般的に薄くなり、外側に近づくほど厚くなっていきます。 プレートの一番端になるエッジ部分のメッキについては、以前の記事でご紹介していますので、下記のリンクよりご参考にしてください。
2.パイプ形状への電気メッキ
パイプ形状の製品を電気メッキする場合もありますが、パイプ形状で長けれ長いほど、中心部分には無メッキ部分が発生します。パイプの内径が太く、長さが短い方が内面にメッキが析出しやすく、細く長い方が無メッキになりやすいです。
では、パイプの内面の場合、どのようにメッキが析出するのかを図で解説します。
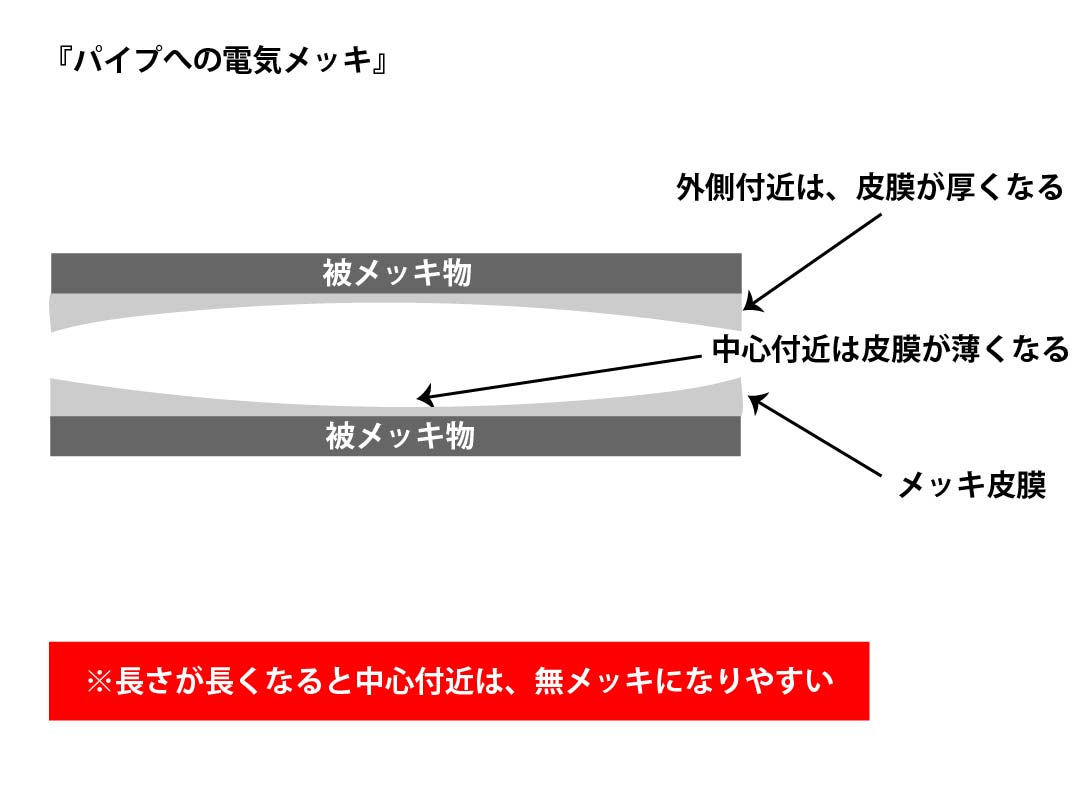
こちらの図のように、パイプの直径にある程度の太さがあれば、電気が中に届くためメッキが薄くではありますが、析出します。
こういう形状の場合、一般的にはパイプの直径と同じ深さまでは、メッキが析出すると言われますが、陽極の向きと製品に空いている穴の向きがちょうど一致してこそ析出します。
陽極の向きと一致していない方向に穴が開いている場合には、穴の中が影になりメッキが析出しません。
3.止まり穴形状への電気メッキ
止まり穴形状の製品も、よくある形状です。
例えば、袋ナットなどが代表的になるかと思いますが、袋ナットでも、ネジ部に深さがあると内面にメッキが生成しないということが起こります。
そのほか、切削加工品のプレートなどで止まり穴があるような製品。
これも同様にメッキが生成しないことが多いものになります。
メッキが完了したのちに、メッキ業者では止まり穴の内面にメッキが生成しないのは普通のことですが、ユーザー様の検査で、内面にメッキが生成していないと不具合と判断されることが多々あります。
では、止まり穴形状の場合、どんな風にメッキが生成するのかを図で解説していきます。
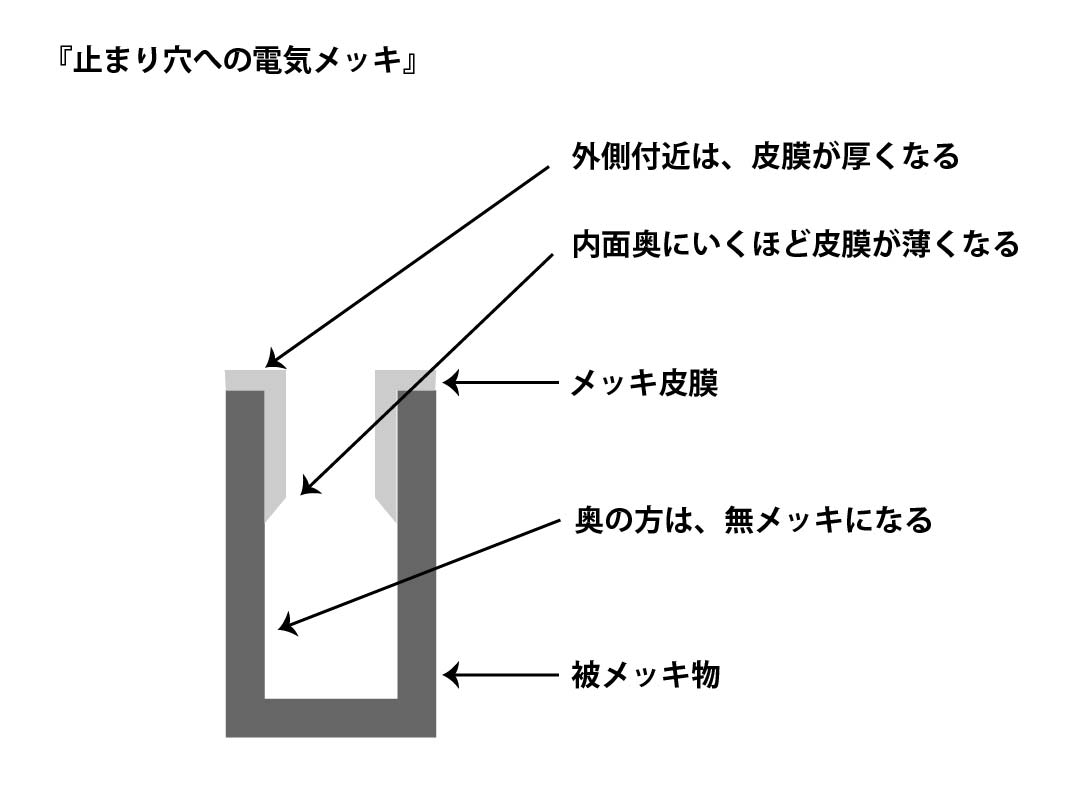
止まり穴の入り口付近は皮膜が正常に析出しますが、内面になると、直径と同じぐらいまではメッキ皮膜が析出し、その奥になると無メッキの部分ができてしまいます。
また、止まり穴の場合、メッキ液が穴の中で流動しないため、メッキ液中に溶け込んだメッキ金属が不足してしまい、厚みのあるメッキが難しい部分になります。
切削加工品などのプレートで止まり穴が四方に空いている場合、さらに難しくなります。
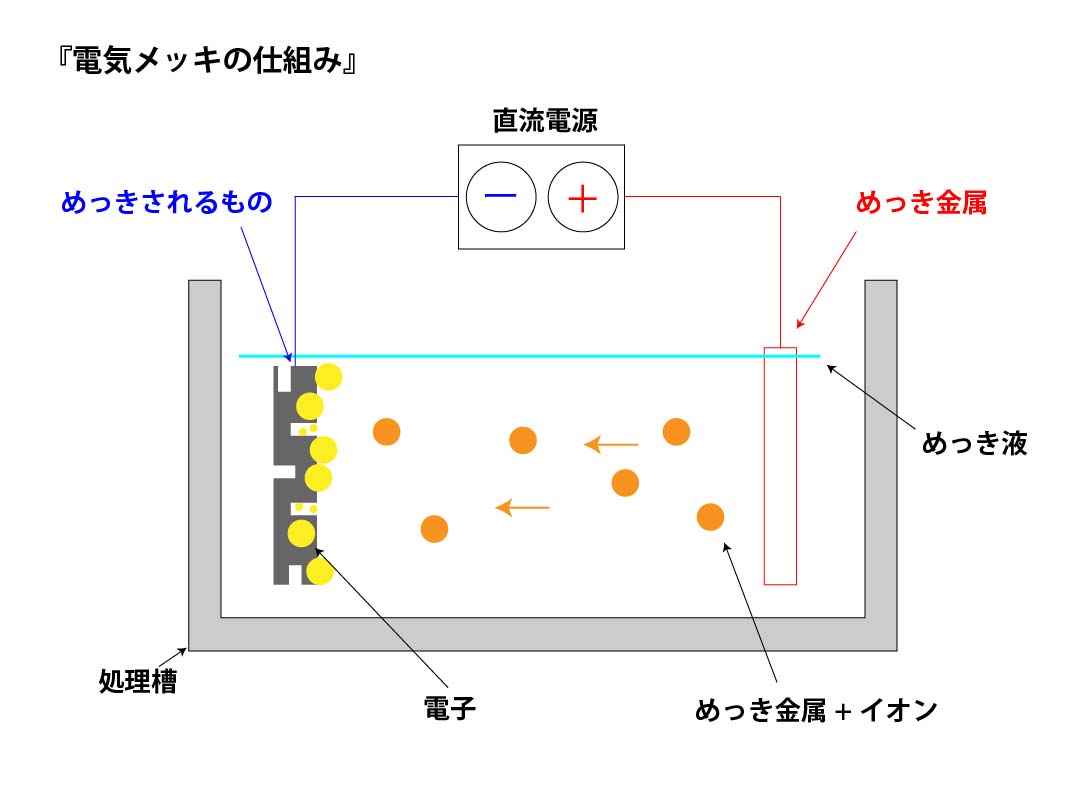
下図『電気メッキの仕組み』に示すように、止まり穴が電極方向を向いている場合、電気が止まり穴内部に向かって金属を析出するように流れますが、上方向や下方向などのように電極側を向いていない場合、メッキされない部分が発生してしまいます。
このように、製品形状により電気メッキの場合、メッキの厚みにバラツキが発生してしまうのです。
バラツキを極力減らすように、現場では試行錯誤しながら生産をしていますが、非常に難しい部分ではあります。
以前にあった製品では、ホースニップルの内面にメッキがどうしても欲しいということで、無電解ニッケルメッキをホースニップルの内面に施したのちに、電気亜鉛めっきをホースニップルに析出させるというような方法をとったこともあります。
無電解ニッケルメッキの場合は、液の流動があれば、メッキが析出する特性を持っていますので、パイプ形状の製品のように内面に無メッキ部分ができては困る場合に、適用することができます。
4.動画で解説しています。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者
危険物取扱者乙種4類














