ホームページのお問い合わせフォームより、『アンプのアルミ製ヒートシンクの黒色再アルマイトできませんか?』とお問い合わせをいただきました。
画像を添付してくださっていいて、製品の横には差金をおいて撮影されていたので大きさも把握しやすく、すぐに再加工できることをお伝えできました。

最初は、剥離後にサンドブラストを施してキズを消し、再アルマイトするお問い合わせでしたが、サンドブラストしてしまうと梨地のツヤのない黒色アルマイトになってしまうため、現行のものと全く違う外観になってしまうと思いましたので、弊社の方で、ヘアーライン加工後に黒色再アルマイトをご提案させて頂きました。
25年ほど前のアンプらしく、ご依頼してくださった方が思い入れのあるものということで、綺麗に仕上げたいと思いましたので、一番綺麗に仕上がるのではないかと思う処理をご提案させて頂きました。
今回、このヒートシンクの表面を再生した方法をご紹介していきたいと思います。
1.ヒートシンクの現状確認
ヒートシンクが届きましたので、現状を確認します。
現状の状況としては、キズの酷かった部分を修正するためにサンドペーパーで削られた感じで、部分的に削られて白い部分と黒い部分とが出来上がってしまっています。

本来はアルマイト皮膜を剥離後に、サンドペーパーなどで磨くと良いのですが、すでに磨いてある状態なので、このまま作業をしていくことにします。
若干、深いキズもありヘアーライン加工では消えないキズかもしれません。
特にヒートシンクの部分にキズがあるため、あまり削ると形状が変わってしまいますので、ある程度のところで妥協し、磨きを止めなければなりません。

ヒートシンクの現状の確認ができましたので、黒色アルマイト皮膜を剥離していきます。
2.黒色アルマイトの剥離
現状施されている黒色アルマイトを剥離するために、表面の油を脱脂液で除去し、苛性ソーダ溶液の中に浸漬し、アルマイト皮膜を溶解していきます。
苛性ソーダ溶液の液温度 40℃で90秒ほどで剥離が完了します。

アルマイト皮膜の剥離が完了したら、脱スマット溶液に浸漬しスマットを完全に除去します。
これで、25年ほど前に黒色アルマイトされた皮膜は完全に除去され、無垢のアルミの状態になりました。

乾燥機で水分を乾燥させ、ヒートシンクを乾かします。
アルミニウムは表面処理のされていない状態で、水に濡れたままになっていると腐食してきます。
また、空気中の汚れなどが水分に吸着され、アルミニウム表面にシミを作ってしまう可能性もありますので、即座に乾燥させるようにします。
アルマイトの剥離については、こちらの記事でもご紹介していますのでご参考にしてください。
3.ヘアーライン加工
普段、弊社の社内ではヘアーライン加工はおこなっていません。今回のヒートシンクは特別です。
まずは、すでに付いてしまっているキズをサンドペーパーで消していきます。
表面になる部分に深くキズがついているので、その部分を中心にキズを消すのですが、部分的に削ってしまうと凹みができてしまいますので、キズの部分から徐々に範囲を広げてサンドペーパーで磨き、部分的な凹みが出ないようにします。
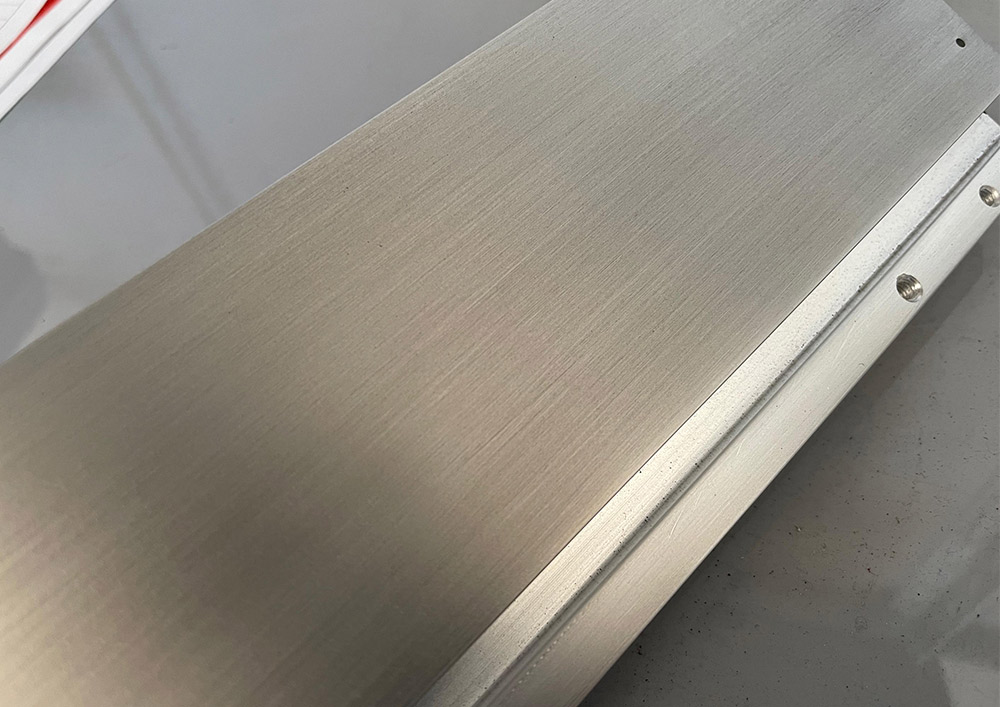
こちらの画像がサンドペーパーでキズを消して、表面にサンドペーパーでヘアーライン加工を加えた状態になります。
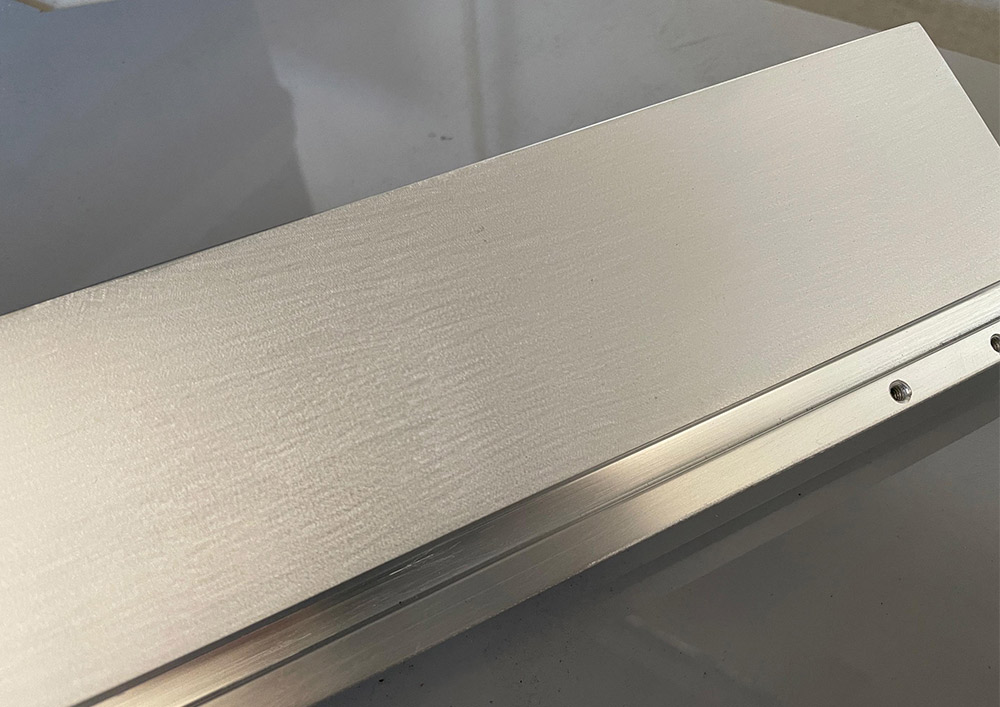
この状態でも、だいぶ良い感じの仕上がりですが、アルマイト皮膜を生成させると強く磨いたところと、弱く磨いたところの違いが顕著に現れてきますので、スコッチと呼ばれるナイロンペーパーの荒目で表面をさらに整えていきます。
この時、力を入れすぎず時間をかけて少しずつ磨き上げていきます。
力を入れて磨いてしまうと、表面の粗さに違いができてしまい黒色アルマイトを施した際に、色調に違いが出てしまうのです。
荒目のスコッチで磨き終わったら、今度は細目のスコッチで仕上げの磨きをおこないます。ここでも同様に丁寧に時間をかけて表面状態が同じになるように磨き上げていきます。
ここまで磨き上げたら、あとは黒色アルマイトを施していくだけになります。
4.黒色アルマイト加工
ヘアーライン加工されたヒートシンクを、治具にラッキングして黒色アルマイトを施します。
もう、ここまでくると通常の工程で処理をして大丈夫なので、脱脂→エッチング→脱スマット→アルマイト→染色→封孔と作業を進めていきます。
アルマイトの工程について、詳しくはこちらのブログ記事でご紹介していますので、ご参考にしてください。
今回の、ヒートシンクには止まり穴が裏面に何箇所か空いているため、各処理後の水洗は非常に重要になります。
止まり穴に前工程の液が残ったまま、次の工程に進まないように工程ごとにしっかりと水洗し、進めていくようにしなければなりません。
止まり穴の洗浄が不十分だと、液が劣化する場合もありますし、製品の止まり穴周辺がきれいに仕上がらない場合もあります。
アルマイトラインから仕上がってきたものを治具から取り外し、ヒートシンクの出荷前検査をおこなって、ヒートシンク部分のキズを確認していくと、ちょっと気になる部分がありました。ヒートシンクの部分にスリキズのような部分があり、気になります。


お客様が思い入れのある部品なだけに、綺麗に仕上げたいと思いますので、寸法公差も問題ないので、再加工して綺麗に仕上げたいと思います。
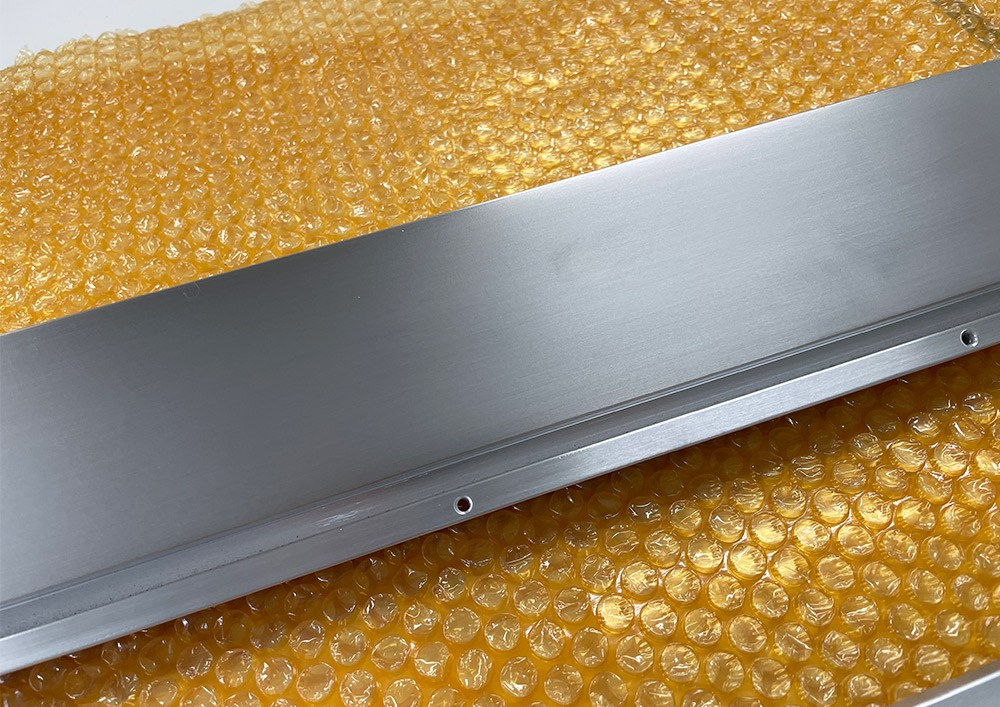
最初と同じように、アルマイトを再度剥離し、治具にラッキングして再度黒色アルマイトを行ったものが、こちらの写真になります。

5.動画で解説しています。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者
危険物取扱者乙種4類














