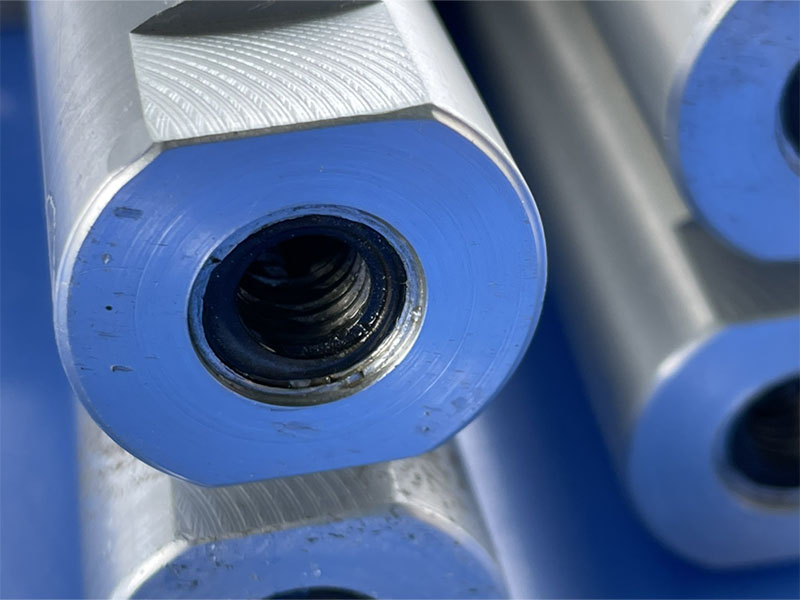
先日、お客様から無色アルマイトを施してお欲しいと受注した製品をラッキングしている最中に発見したのですが、M8タップ部分にヘリサートが入っているのでは!?と・・・
そこで、磁石をM8タップ部分に近づけてみると、磁石貼り付くため鉄製のヘリサートが入れられていることがわかりました。
この時点で作業は中断して、治具には取り付けずお客様へ連絡をします。
M8タップ部分のヘリサートをアルマイト前に抜いていただく必要があります。
なぜ、ヘリサートを抜いておかないといけないのかと言うと、鉄の場合はアルマイトの前処理の脱スマットが硝酸の溶液になっていますので、その硝酸で溶けてしまいます。
また、アルマイトの電解中も、硫酸の溶液の中で電解をおこなうため鉄は溶けてしまいます。
その内容をお客様にお伝えすると、『ステンレスなら大丈夫ですか!?』と言うご質問を受けたのですが、ステンレスも、アルマイトの電解中に、ステンレスが溶けてしまいます。
では、どのようにしたら良いのか?ですが・・・
1.アルミ以外の金属は付属させない
アルマイトをおこなうアルミニウム加工品に対して、アルマイト前にアルミニウム金属以外の金属を付属させないのが基本です。アルマイト液の中で電解をおこなうため、鉄やステンレスなどの金属、仮に表面処理がされていても、付属させてあると溶けてしまいます。
完全に溶けてしまえば、まだ、再度ヘリサートなどを入れ直すことで使えるかもしれませんが、もしも、タップの一番奥の部分だけ溶けずに残ってしまうと、不具合の原因になります。
そのため、アルミニウム以外の金属は基本的に付属させないようにしなければなりません。

2.付属させても良い金属
アルマイトするアルミニウム加工品には、異種金属は付属させないのが基本ですが、1つだけ付属させても良い金属があります。それは、チタンになります。チタンはアルマイト用の治具でも使用される金属で、アルマイト電解にも耐え溶けたりせずに残ります。ただし、チタンのヘリサートなどがあればですが・・・・。
またチタン製のものは高価であるため、もったいないと思いますので、使わない方が良いかと思います。
ネジ部など、マスキングしたい場合にチタンのボルトなどを使ってマスキングしたりするのは効果的です。
以前に、マスキングについての記事も書いていますので、下記に記載のリンク記事をご参考にしていただけたらと思います。
3.樹脂などは、問題ないのか!?
樹脂などの場合も注意が必要です。それはアルマイト工程中には50~100℃近い温度がアルミニウムに加えられます。
そのため、この温度に耐えられない樹脂の場合、変形してしまったり溶けてしまったりしてアルミニウムに張り付いてしまいます。
弊社で問題ないと確認が取れている樹脂類は、
・テフロン
・ポリカーボネート
・シリコンゴム
になります。
これ以外の場合は、変形してしまったり溶けてしまったりするため、注意が必要です。

4.ヘリサートを入れる場合は、どうしたら良いのか?
図面でヘリサート指示のある部品の場合、アルマイト前にはヘリサートを入れることはできません。そのため、アルマイト後にヘリサートを入れていただくのが正しいです。
アルマイト前のアルミニウムに鉄やステンレスのヘリサートを入れてしまうと、『異種金属接触腐食』の原因にもなります。
『異種金属接触腐食』とは、異なる種類の金属が接触し電子伝導した沖に、片方の金属の腐食が促進される現象になります。
アルミと鉄・アルミとステンレスの場合、アルミニウムの方がイオン化傾向が大きく、
陽イオンになりやすい→電子を放出しやすい→酸化しやすい
となりアルミニウムが腐食してしまうことになりますので、ご注意ください。
5.今回はチタンボルトでマスキング
今回は、ヘリサートを抜くことがお客様の方でできず、どうしても鉄のヘリサートを入れたままアルマイトしなければなりませんでした。そのため、チタンボルトでネジ部をマスキングしてアルマイトをおこないましたが、少しの隙間でも、鉄のヘリサートが見えていると溶けてしまいますので、その辺をお客様に了承をいただき、その場合には再タップしていただくことを確認し、マスキングしてアルマイトさせていただきました。
仕上がり具合は、こちらの写真のように若干、ヘリサートが溶けている感じになっています。

6.動画で解説しています。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者
危険物取扱者乙種4類











