アルマイトの前処理で一番最初におこなわれる処理に、脱脂工程があります。
アルマイト工程の中で一番最初の工程であり、次からの処理を適切に進めるにあたって非常に重要な工程になります。
脱脂と言っても、奥が深く、脱脂するための脱脂剤・脱脂方法を選択するにあたり、アルミニウム表面にどんな性質の油や汚れが付着しているかを把握して選択する必要があります。
アルミニウムの加工には、防錆油・切削油・プレス加工油など成分不明のものが多いです。
一般的にアルミニウムの加工に用いられる油類は、動物油・植物油・鉱物油およびグリスなどがありますが、一般的に判断するには、石鹸水をブラシにつけてアルミニウム表面を擦ってみて、油汚れがよく落ちれば、動物油・植物油で、落ちないものは鉱物油だろうと、だいたい判断することができます。
また、アルミニウム製品の材質・形状寸法、処理量などを考慮して、脱脂剤・脱脂方法を選択しています。
脱脂剤には種類があり、
エマルジョン脱脂
アルカリ脱脂
酸脱脂
溶剤脱脂
などがあり、油分などにより各業者毎に使用している脱脂剤の種類も違います。
弊社では、先代の頃より有機溶剤は使用しない方針で生産をしており、脱脂剤には弱アルカリ性の脱脂剤を使用しています。
基本的に、どの脱脂剤を使用しても選定を間違っていなければ、油汚れが除去できないということはありません。除去できないとすると、
・濃度が低い
・温度が低い
・時間が短い
など、適切に脱脂処理されていないことが一番の要因になります。
ですが、止まり穴などのように貫通していない部分の脱脂は非常に難しく、作業現場でも苦労していますので、今回、止まり穴などの脱脂洗浄について、ご紹介していきたいと思います。
1.切削加工後に洗浄
お客様の工場で、切削加工などされた製品は油が付着しています。
その油を、お客様の工場でも炭化水素、シンナー・灯油などで洗浄してくださっていることが多いです。洗浄後は、エアーブローなどされて乾かしてあります。
そのため、弊社のお取引させていただいているお客様のアルミニウム製品の場合、油が過度に付着したままの状態で入荷してくることは、ほとんどありません。
ですが、この状態がアルマイト前の完全脱脂された状態に匹敵するか!?というと、そこまでの脱脂にはなっていません。
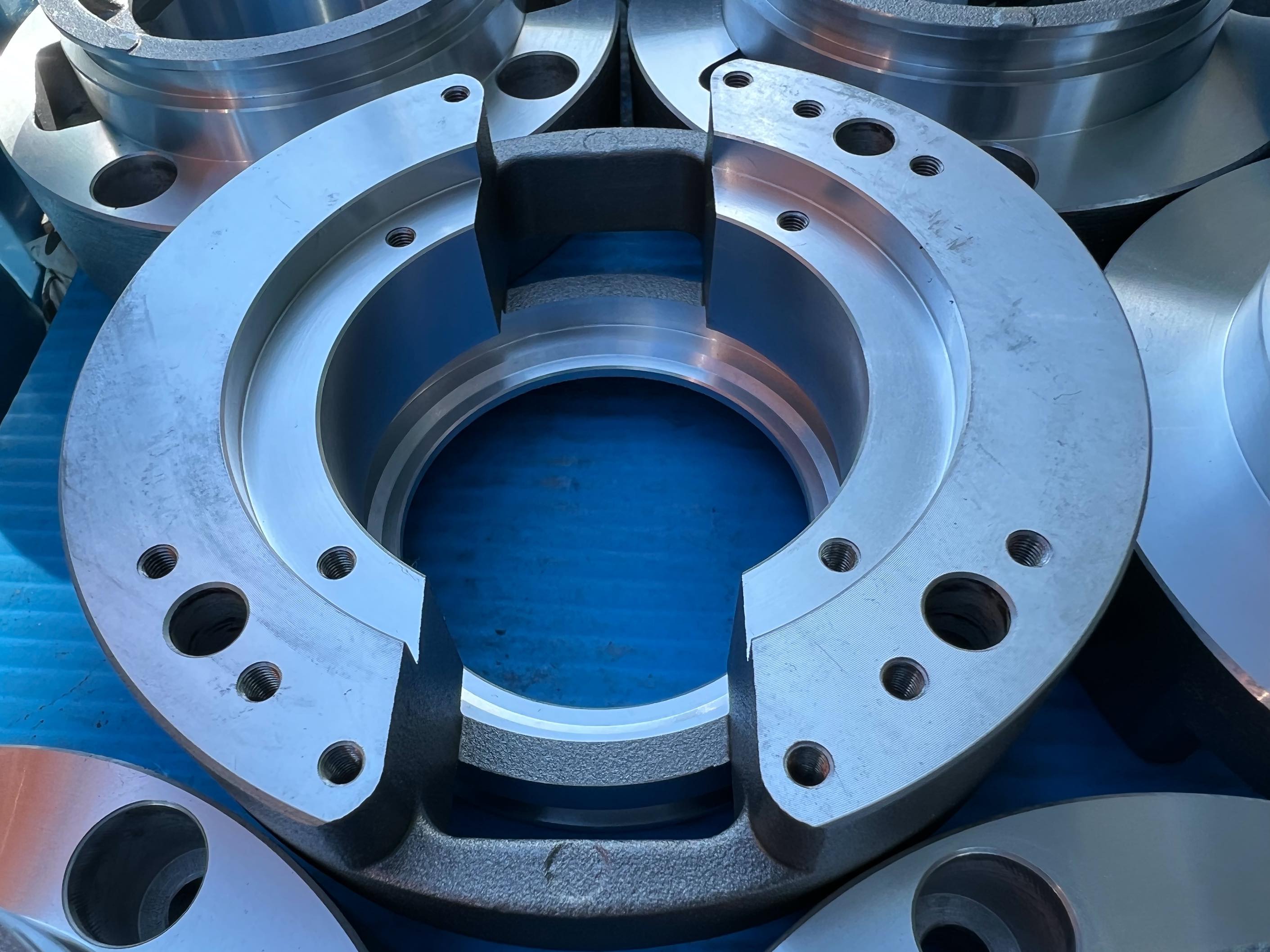
下の写真の製品のように箱が汚れない程度、軍手が油でベトベトにならない程度というレベルが多いですが、事前に洗浄してくださっているだけで、仕上がりが違ってきますので、非常に助かっています。

止まり穴のある製品の場合でも、同様にお客さまの工場で洗浄をした製品が箱に梱包され、入荷してきます。ほぼ、乾いたような状態ですので、このままラッキングしてアルマイトラインへ入れ脱脂することで止まり穴や外周部の微量な油を完全に除去していきます。
2.脱脂処理
止まり穴のある製品でも、ない製品でも、同じように脱脂処理をおこないます。
最初のところで記載したように、脱脂で重要なのは、濃度・温度・時間になります。
適切な条件で、脱脂洗浄することで止まり穴の内部まで脱脂洗浄し油を除去していきます。
弊社では、濃度 40g/L・温度55℃±3℃で、5分間の脱脂をおこなっています。
自動でアルマイトされるラインのため、5分間で洗浄が完了する脱脂剤を選定し、濃度・温度を決めています。自動でおこなうラインの場合、脱脂に時間がかかりすぎては、次の工程が止まってしまったり、次の製品が搬送されなかったりと支障が出るため、時間内に洗浄が完了する必要があるのです。

弱アルカリ性の脱脂剤で、洗浄しているのですが液の攪拌はおこなっていません。
なぜ、液の攪拌をしないかというと、脱脂剤には界面活性剤が入っていて、攪拌をすると泡が立ってしまい、タンクから泡がこぼれ落ちてきてしまうためです。
加温された脱脂剤の中に浸漬し、脱脂剤の浸透力で穴の中に脱脂剤が入り穴の中を洗浄します。
ただし、横、上と穴が向いている状態の時だけです。
止まり穴が、下を向いていると脱脂剤は中に入っていくことができず、洗浄ができません。
手作業で洗浄するのであれば、製品を脱脂剤に入れたり、出したりを繰り返したり、脱脂剤の中でよく動かすことで洗浄効果は高くなります。
また、各方向に止まり穴があるのであれば、製品の向きを変えて脱脂剤が止まり穴の中に入るように洗浄すると良いかと思います。
油の付着がひどい場合には、脱脂剤にいきなり入れず直前にお湯などで一度油を洗い流し、脱脂剤に入れたりすることも良いです。脱脂剤に油が溶け込む量を抑えることもでき、冷えて取れにくくなっていた油もお湯で温められることで、脱脂剤で除去しやすくなります。
超音波洗浄機などをお持ちであれば、超音波洗浄をするのも止まり穴の洗浄には良いです。
ですが、超音波が止まり穴の奥まで届きやすいように、止まり穴の向きに注意して洗浄してください。
3.脱脂洗浄後の水洗い
脱脂洗浄したあと、水で脱脂剤を洗い流すのですが、通常はタンクに水が溜められていて常時水がタンクに補給されている流水状態のところへ製品を浸漬して水洗いします。
業者ごとの設備によっては、水が常時補給されて、こぼれ落ちていくオーバーフロー方式をとっているところや、シャワー式になっていて、シャワーで製品を洗う方式のところなど様々です。
弊社では、タンク内に水とお湯を常時補給して溢れた水とお湯を溢れ落とす方式にしています。
そして、エアーを水洗槽の底からブクブクと出して攪拌しながら脱脂剤を洗い流しています。
攪拌は、止まり穴や液の溜まりやすい箇所の洗浄効率や脱脂工程によって浮き上がった汚れを洗い流す目的でおこなっています。お湯を補給しているのは、お湯の方が汚れを洗い流すのに効果的と考えるからです。
家庭で食器などを洗う際にも、水だけよりもお湯で洗い流したほうが効果的に油汚れなどが洗浄できるかと思います。それと同じ効果を狙ったものになります。

4.アルカリエッチング
アルミニウムを弱アルカリ性の脱脂洗浄剤で洗浄したあと、アルカリ性の液でアルミニウムの表面を溶解させながら、頑固な汚れや油を除去します。
弱アルカリ性だけでは、除去できないような油も、アルカリエッチングすることで除去可能になります。ただし、いきなりアルカリエッチングから始めてしまうと製品に付着している油によって液が弾かれて、すぐに反応が始まらず、エッチングムラを起こす場合もあるので、事前に脱脂処理をおこなっておく必要があります。
アルカリエッチングの場合、アルミニウムが溶解していきますので入れ過ぎないように注意が必要です。弊社では、苛性ソーダ濃度40g/l・液温40℃・時間1分でおよそ1/100ほど溶解する設定にしてアルカリエッチングをおこなって寸法の変化を把握しています。

このほかにも、エマルジョン脱脂・酸脱脂・溶剤脱脂などがありますが、弊社のアルマイトラインには導入しておらず、エマルジョン脱脂のみ化学洗浄のラインで、鉄とアルミの複合材やステンレス部品の脱脂・めっき後の表面洗浄などに使用しています。
アルマイト前の脱脂処理として、酸脱脂で多いのは硫酸を水で希釈して、加温したものを使用されることが多いです。アルマイト液が硫酸であるため、使用済みのアルマイト液を加温して再利用されることも多いようです。
溶剤脱脂では、炭化水素やメタクレンなどを使用してアルミ部品を洗浄されているところもあります。溶剤脱脂で便利なのは、水による洗浄などが不要なため、溶剤で洗浄した後に、そのまま乾燥させることで脱脂が終わるメリットもあります。
一般的に購入できるのは、ホームセンターや工具商社さんで購入できるパーツクリーナーが購入しやすいかとは思います。
5.動画で解説しています。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
アルカリ液を加温してボルトなどの製品を浸漬すると、なぜ 油が除かれるのか?
アルミニウムの脱脂洗浄における4つの因子
めっきやアルマイト の水洗は、製品を動かすの!?
この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者
危険物取扱者乙種4類














