加工設備の一例
動画引用: YouTube - 株式会社 浜松高周波様
概要と代表的な用途例
鉄鋼材料に対する浸炭や窒化処理、高周波焼入れが代表的で、流下処理やAl,Cr,Ti,Wなどの金属やその炭化物を素材表面から拡散浸透させる手法も実用化されています。
処理方法もガス、塩浴、真空、イオンなどがあります。
耐摩耗性を始め、高硬度、耐疲労性、潤滑性、靱性などの機能が実現できます。
表面硬化熱処理法と主な特徴
| 表面硬化法 | 主な特徴 |
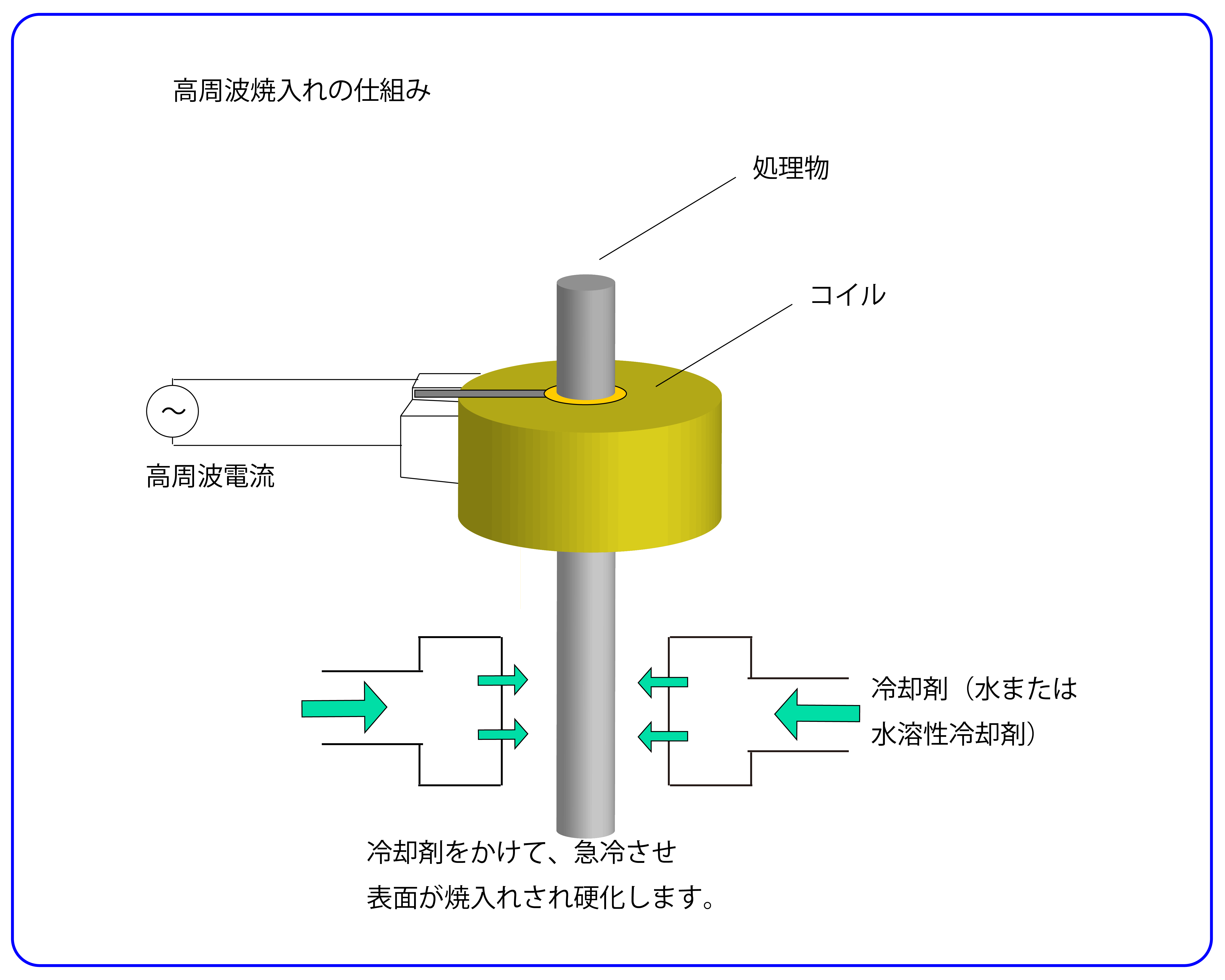
| 高周波焼入れ | 高周波誘導加熱によって、鋼の表面層のみを焼入れ硬化させる処理である。急速加熱・冷却のため得られる組織は、表面硬化層はマルテンサイトで、微細であり結晶粒も細かく、通常の炉加熱焼入れよりも硬さが高い。 |
| 炎焼入れ | 焼入れ加熱源に酸素:アセチレンガス、ブタン、プロパン、都市ガス、LPGなど用い、鋼の表面のみを加熱焼入れする方法である。高周波焼入れよりも設備費が廉価で、大型の部品にも適する。 |
| ガス浸炭 | 大量生産向きの浸炭法であり、炭化水素系のガスを変成し、炉内へ装入する。このガスをキャリヤガスと呼び、変成ガスの製法にも吸熱型変成方式と発熱型変成方式とがある。 |
| 真空浸炭 | 通常の浸炭は、変成炉で変成したCOガスをキャリヤとし、これにプロパンやブタンをエンリッチガスとして添加し、Cp値をコントロールする方式である。これに対し真空減圧下において、キャリヤガスを用いず、メタン、プロパンガスなど直接添加して浸炭を行う方法。浸炭時のみガスを装入するため、粒界酸化が通常のガス浸炭に比べ、極端に少なくすることができる。 |
| 滴注式浸炭法 | ガス浸炭の一種である。メタノールなどの有機溶剤を直接炉内へ滴下し、浸炭を行う方法である。 |
| 液体浸炭 | シアン化ソーダを主成分とする塩浴によって浸炭を行う方法である。シアン化ソーダは大気中の酸素と反応してCOとNを発生させる。この両者が同時に侵入拡散するため、浸炭と窒化が同時に行われる。現在においては、シアン酸が猛毒なため、廃液の中和が必要であり、この処理は斜陽傾向にある。 |
| 固体浸炭 | 木炭を主成分とするもので、促進剤に炭酸バリウム等添加して加熱する。表面炭素濃度のコントロールが難しく、現在ではあまり実施されていない。 |
| 浸炭窒化 | 液体浸炭同様にCとNを同時に拡散侵入させる処理である。ガス浸炭窒化法と塩浴浸炭窒化法があり、ガス浸炭窒化法は、浸炭性ガス中に5%程度のNH3ガスを導入する。Nが鋼中に拡散侵入するとA1変態点が600℃位まで低下するので、焼入性が良くなる。 |
| ガス窒化 | NH3ガスの分解反応を利用し、窒化処理を行うものであり、処理温度は570℃前後、保持時間は100~150時間と長い。通常の鋼材ではあまり窒化の効果が小さく、Al、Cr、Moなど窒素と親和力に強い元素が含まれないと、窒化の効果は少ない。 |
| ガス軟窒化 | 吸熱型変成ガスとNH3の混合ガス用い、CとNを同時に侵入拡散させる方法である。処理温度は570℃前後、処理時間は60~180minであり、処理鋼材には制約がない。 |
| 塩浴軟窒化 | タフトライドとも呼ばれている処理であり、シアン酸塩と炭酸塩の混合塩浴中に空気を吹き込む。シアンを用いるため廃液の管理が重要である。なお、鋼種に制約がない。 |
| プラズマ窒化 | 処理品を陰極に、炉壁を陽極にしてグロー放電下で窒化処理を行う方法である。 |
| 浸硫窒化 | 鋼の表面からNとSを同時に拡散侵入させる方法であり、耐摩耗性向上とともに耐焼付き性も向上する。 |
| ボロナイジング | 鋼表面にボロン化合物を生成させる方法であり、固体法、液体法、ガス法があり、いずれの処理においても1800~2000HVの硬いFeB、Fe2Bのボロン化合物が得られる。 |
| 浸硫処理 | 鋼表面にSを拡散侵入させ、耐焼付き性の向上を目的とした処理である。表面層は硬化せずポーラス状になるため、潤滑性に優れている。硫化物の生成法には、コーベット法とスルスル法とがある。 |
| 拡散浸透処理 | 鋼表面にVCやニオブ炭化物が形成される処理である。Vやニオブが混合された浴中に鋼部品を浸漬すると、浴中のVやニオブが鋼中のCと反応して硬い炭化物を形成する。 |
主な利点・欠点
利点:
金属材料の表面層を変質させて硬度や耐摩耗性、疲労強度を向上させるもので、主に金型や工具類など鉄鋼材料の表面改質として利用されています。
欠点:
メッキに比べ、一般的に処理温度が高いので、材料が変形または寸法が変わる事があり、後加工を要する場合もあります。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く

この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者
危険物取扱者乙種4類











