アルマイト皮膜の厚さ
アルマイト処理は、電気化学的な反応であり、ファラデーの法則に従い、流れた電気量に応じて、皮膜の厚さが決まる。
陽極酸化皮膜の厚さは下記の式によって計算できる。
膜厚(μm)=K × 電流密度(A/dm²) × 時間(分)
ここでKは電解条件によって決まる比例定数であり、一般的には0.3程度の値となる。
電流分布による皮膜厚さのバラツキ
アルマイト処理は電気化学的な反応なので、電流分布の不均一で皮膜厚さが異なってきます。対極との距離、ワーク間の吊付け距離など、ラッキング(吊付け)の条件によって電流分布が異なり、皮膜厚さ分布が不均一になるのです。
特に取り付け枠の外周部分は、電流が流れやすく皮膜が熱く成長します。ワークの形状も影響し、突起部の皮膜が厚くなります。
外周部の厚膜化の対策として、下記の図のようなマスキングカバーなどを対極前に設置して作業される場合もあります。
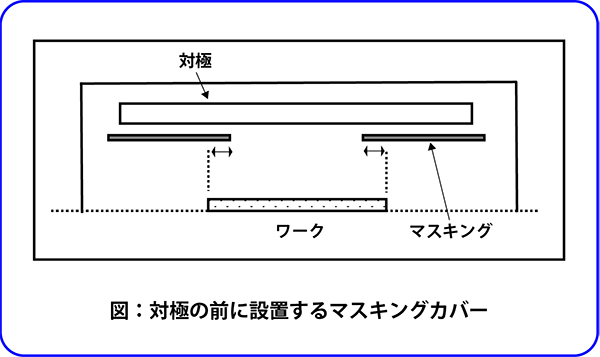
吊付けの工夫も有効であり、その他の対策としては厚膜化するワークの近くにダミーのアルミ材を吊るし、電流を逃す方法もあります。
アルマイトの電流分布の不均一による膜厚のバラツキは、めっきに比べると小さいです。
![]()
温度分布による皮膜厚さのバラツキ
最初に紹介したファラデーの法則の計算式に出てはきませんが、皮膜厚さのバラツキに大きな影響を与える因子が、電解液の温度分布です。
通常は、浴の撹拌がおこなわれているため、槽内の温度は均一に保たれています。実際に浴温を温 度計で測定しても、浴温がバラついていると思われるほどの、温度の違いはほとんどありません。
この測定した温度は沖合温度と呼ばれ、電解液は自由に流動できる場所の温度であり、膜厚に影響を与えるのは、ワーク近くの拡散層と呼ばれる電解液が動きにくい所の温度です。
拡散層が厚いほどワーク近くの温度は高くなります。
電解液の温度が上昇すると、皮膜成長部位のバリヤー層に接する細孔底部で皮膜溶解が促進されると同時に皮膜成長が促進されます。
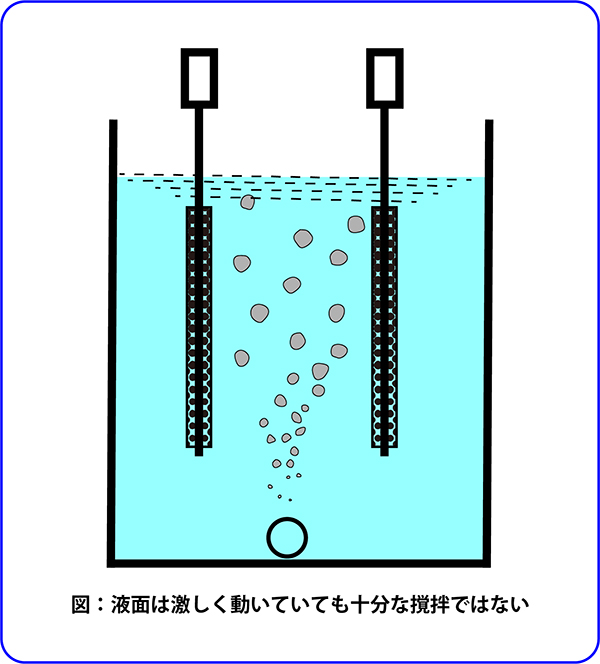
温度分布の改善方法は、撹拌を強化するのですが、単純な循環のみでは不十分な場合もあります。エアーによるバブリング撹拌でも、下図のような撹拌では液の動きはあっても、効果的な撹拌はできていません。
硬質皮膜のように電流が多く、電圧の高い電解になると熱の発生が多く、強い撹拌が必要とされます。撹拌教科の方法としては、電解液の流動を補助する噴射ノズル用いたり、電解液をワーク に直接吹き付ける方法などが実施されています。ミクロ曝気方式はエアーが細かい泡となってゆっくりとワーク表面を撫でるように上昇するので、ワーク近くの撹拌に有効です。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
弊社のアルマイト加工については、こちらのバナーよりご覧ください。

この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者
危険物取扱者乙種4類











