アルマイト加工をする際に、M3ネジ部に液の侵入や導通性を保持する目的などでアルマイトが生成しないようにポリカーボネート樹脂製のボルトを使用してマスキングします。
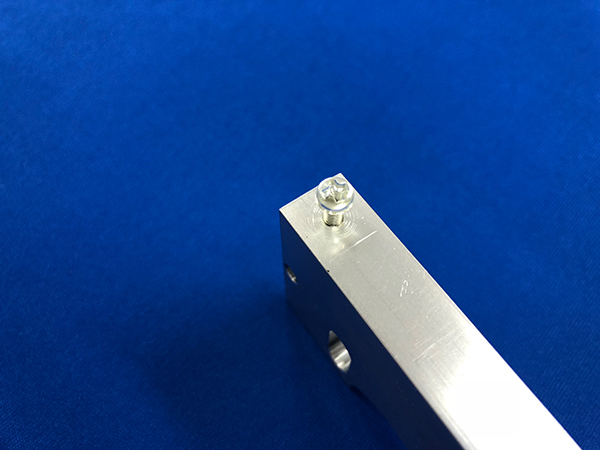
ポリカーボネート樹脂製ボルトの隙間からアルマイト液が侵入しないように、しっかりとネジを締めます。 この時、工具などで締めすぎるとポリカーボネート樹脂のボルトが折れてしまいますので、手の指で強めに締める程度にします。
マスキングが完了したらアルマイトを施します。

今回の製品も、黒色アルマイトを施す製品なので、ちょうどマスキング具合がわかりやすいかと思います。
黒色アルマイトが完了した状態が、上の写真になります。
ここで、ネジ部周辺に白くにじみがある場合は、アルマイト後の水洗不足によりアルミ製品とポリカーボネート樹脂製ボルトの隙間に入りこんでいたアルマイト液が染色中に出てきてしまい、染色不具合を発生させてしまったものになります。
完全に乾燥させたら、ポリカーボネート樹脂ボルトを外します。
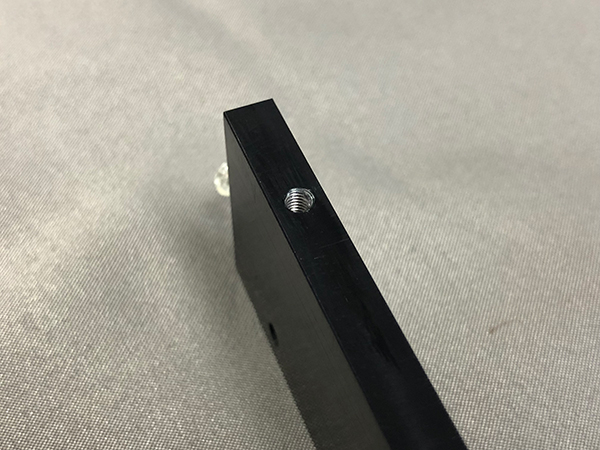
ネジ部入り口付近は、若干アルマイトが生成し黒色の染料も入ってはいますが、中はマスキングされ導通が取れる状態になっています。 ここで注意したいのがアルマイト工程では、封孔処理や乾燥で90℃ぐらいの温度がかかりますの で、樹脂ボルトを使用する際には、樹脂ボルトの耐熱温度・耐薬品性などを確認してから使用することをオススメします。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
ネジ部のマスキングには、以前に書いたシリコンゴムやチタンボルトによるマスキング方法も使えますので、下記のリンクよりご参考にしてください。
アルマイト加工の時、シリコンゴムでマスキングした場合どうなるか?

また、この他のマスキングの事例は以前に書いたブログでもご紹介していますので、下記リンクより、ご参考になればと思います。
アルマイト加工のマスキングのダメな事例!

弊社のアルマイト加工については、こちらのバナーよりご覧ください。

この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者
危険物取扱者乙種4類











