アルミニウムの化学研磨処理はアルミニウム合金自体が有する光輝性銀白色の美しい色調をえる方法として、リン酸などの溶液中で表面を化学的に溶解研磨する方法があります。
この銀白色の光輝面を得るには、アルミニウム素材・化学研磨処理液・処理方法・液管理など多くの条件をクリアーして初めて得られるのです。
動画で解説しています。
一般的に用いられている「リン酸・硝酸系」の化学研磨処理における主な不良の種類と対策について記載します。
美しい銀白色の光沢を得るには下記の条件が必要となります。
⑴アルミニウム素材の選定:合金成分の少ない純アルミ系が適しています。
※アルミニウムの材質については、こちらに詳しく記載しています。
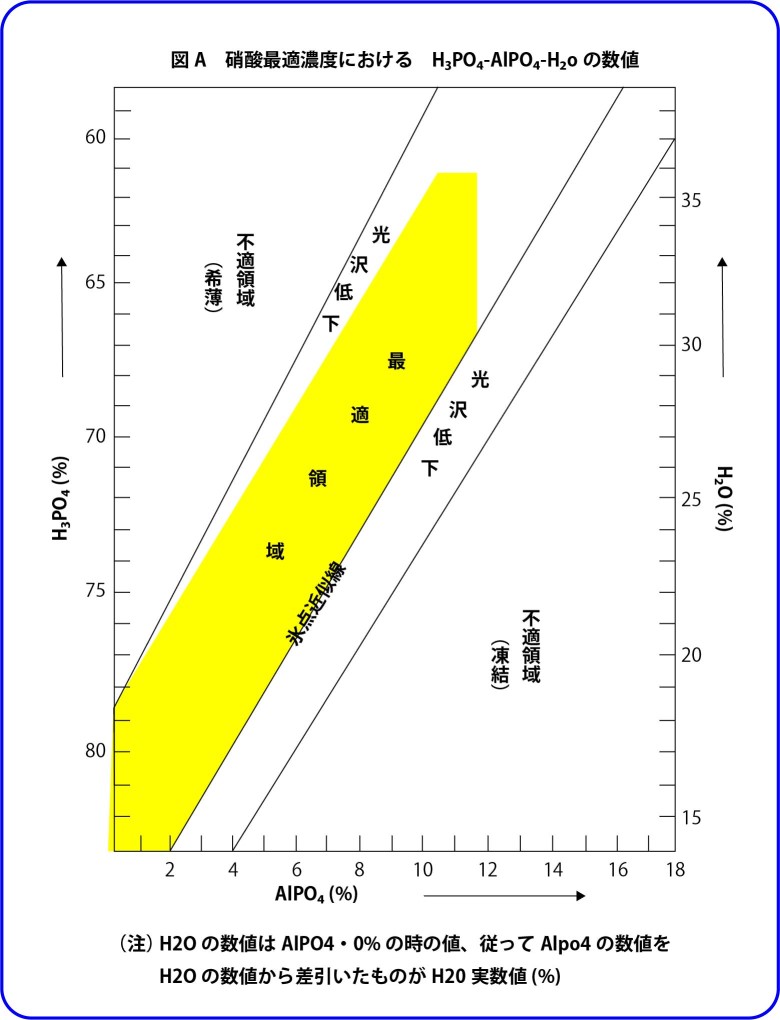
⑵化学研磨液のよく蘇生の維持管理:図Aの最適領域範囲内で行うことが良い。
⑶適した作業条件:揺動、移動(空中放置時間)など
これらがポイントとなり上記の条件を一定に保つことが求められるのですが、時として色々な不
良が生じます。
その主な不良の種類と発生原因及び、その対策を表Aに記載します。
表A 化学研磨による不良の原因と対策
| 光沢不良 (くもり) |
りん酸濃度(比重)の低下 | アルミ化研液を添加する |
| 材質不適 | a)より光輝性合金に変更する b)硝酸銅を添加する(Cu0.5~1.0g/l) c)処理温度を上げる(115℃以下) d)2回以上処理する e)処理時間を伸ばす |
|
| 苛性ソーダ脱脂の過剰 | 脱脂洗浄条件をゆるやかにする | |
| りん酸アルミニウムの増加 | りん酸アルミニウム濃度を8%以下にする(汲み出しの増加、処理時間の短縮) | |
| 硝酸濃度の低下 | 硝酸を添加する(2.5~4%) | |
| りん酸濃度の高過ぎ | 水を加えて希釈する | |
| 光沢むら | 空中放置時間の長過ぎ | a)放置時間を短縮する(5~20秒) b)ラッキング方向を変更する(たれ現象の時) |
| 化研後の部分的乾燥不十分 | 水中放置または水スプレー | |
| 脱脂洗浄不足 | 脱脂洗浄を強化する | |
| 脱脂洗浄液の持ち込み | 脱脂洗浄後の液きり及び推薦を十分に行う | |
| スマット発 生 |
Si、Cuを含有する材質 | a)40~50%硝酸溶液に浸漬し除去 b)化研液の硝酸濃度を2.5~4%で管理する |
| 硝酸濃度の低下 | 硝酸濃度を2.5~4%で管理する | |
| 銅イオンの増加 | ラックの取り扱いに注意する | |
| ピットの発 生 |
アルミ素材中の成分の偏析(O材に多い) | 素材を変更する |
| 無理な成形(プレス・押出)による偏析 (A6000系に多い) |
a)デザインを変更する b)ダイスを取り替える c)素材を変更する |
|
| 素材の大気中放置による腐食 | a)放置時間を短縮する b)防錆処理を行う(防錆紙など) c)放置場所を変える |
|
| バフ研磨条件の不適切 | a)回転速度を低下させる b)押し付け圧力を低下させる c)冷却しやすいバフ研磨に帰る |
|
| 脱脂洗浄不足 | a)脱脂洗浄を十分に行う b)苛性ソーダ脱脂を適用する |
|
| 化学研磨 1)硝酸の不足・・・・硝酸を添加する(HNO3として2.5%以上) 2)りん酸濃度の高過ぎ・・・水を添加する(比重30℃で1.68~1.72) 3)浴温の高過ぎ・・・・・・浴温を下げる(120℃以下) 4)品物の揺動不足・・・・・強く早く揺動する 5)界面活性剤の混入・・・・界面活性剤の混入を防止する 6)ハロゲン化合物の混入・・ハロゲン化合物の混入を防止する 7)塩ビ可塑剤の混入・・・・塩ビ可塑剤の混入を防止する |
||
| 浴の凍結 (結晶の析 出) |
りん酸アルミニウム濃度の増加(8%以上) | a)液の汲み出しを多くする b)処理時間を短縮する c)品物の落下の防止と取り出し |
| 比重の増加 | 水による希釈(比重30℃で1.68~1.72) | |
さらに化学研磨処理液を使用し続けると、益虫に各種の不純物が増えてきます。中には影響の大き
なものがあるので液交換が必要となります。
表Bに化学研磨駅に対して影響の大きな金属イオンを記載します。
表B 化学研磨液に対する金属イオンの影響
| 金属イオン | 影響 |
| Fe2+ | 1.0%ぐらいの混入は、目立った光沢変化はない |
| Cr6+ | 0.1%ぐらい混入すると、くもりがでる。 影響が大 |
| Ni2+ | 1%ほど混入しても殆ど影響はない |
| Cu2+ | 0.3%以上混入するとアルミ表面に析出する、 0.01~0.05%では多くなるほど研磨効果が出るが、 腐食作用も強くなる。 |
| Pb2+ | 20ppm程度でスマットが生じやすくなり、光沢が 低下する。 |
化学研磨は、アルマイト加工の前処理としても使用される工程であり、外観の良し悪しを決める重
要な工程となりますので、これらの要因を全てクリアして初めてアルマイト加工できるのです。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
アルマイト加工の詳細は、下記のバナーよりご覧ください。

この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者
危険物取扱者乙種4類











