お客様からの問い合わせがあり「他社で黒色アルマイトをした製品に打痕があり、一部切削で打痕を削り取ったのだけど、削った部分だけ黒色アルマイトできないか?」と・・・ご相談がありました。
「全部、剥がして再アルマイトではダメなのでしょうか?」と聞くと・・・
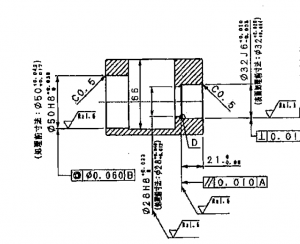
「寸法公差がギリギリのため、剥がしての再処理はNGです。」と・・・
他社がどのような感じで黒色アルマイトをおこなってあるの状態なのかも、製品を見ていないので、情報が少なすぎる・・・しかも、現在、切削で打痕を削り取っている真っ最中で、納期も今日中に欲しいと・・・
なかなかの難題です。
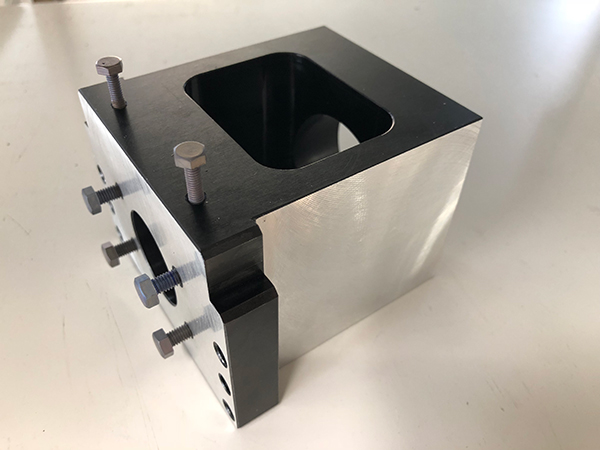
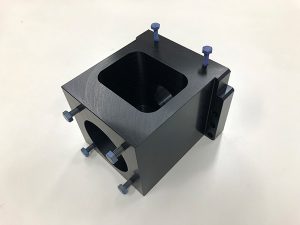
一部削った製品が届いたので、状態を確認してみました。
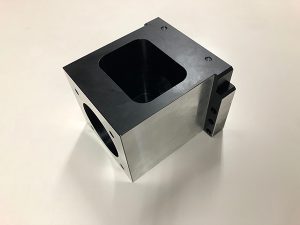
ほとんどの面が削ってあり、さらに、外周部は全て外観面になるとのことなので、アルマイトを施す際に、電流を流すための治具の接点を取る事も難しい状態になっていたのです。
これを何とかアルマイトするにあたり、検討したのが、
①寸法公差のある部分をマスキングして、剥がした後に黒色アルマイトを施す。
②このままの状態で、黒色アルマイトを施す。
この2通りしか、方法はありません。
さらに、本日中にユーザーさんへ持っていかなければならないとのことで、マスキングするための道具を用意したりしている時間もない・・・この時点で①の方法は却下となりました。
残される方法は、②の「このままの状態で黒色アルマイトを施す。」しか方法は無くなり、そのための手段を検討します。
お預かりした製品を、再度確認してみるとM4とM5のタップ穴は黒色アルマイトが施されていないようなので、この穴を使って電気を流すことができそうですが、製品自体が重いため通常の治具にラッキングしては落下の恐れがあるため、チタン製のボルトをタップにしっかりとねじ込んで、そこから電気を流す方法をとることにしました。
チタンボルトを使用して電気を製品に流すために、アルミ製の針金で製品への電流供給を行うようにラッキングしていきますが、製品の外観部分には触れないように針金を何箇所かのチタン製ボルトに巻きつけて、しっかりと固定していきます。
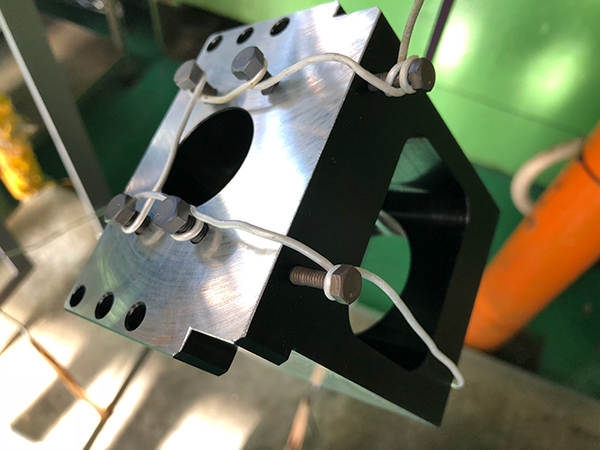
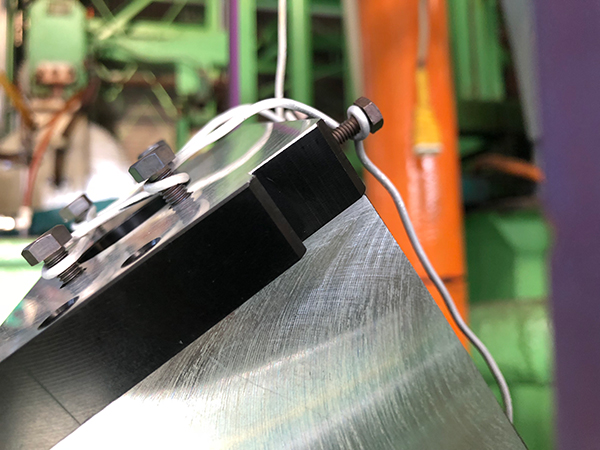
アルミとチタンとの電気抵抗が違うため、何箇所かのチタンボルトにアルミの針金を巻きつけて電流を供給できるように接点を取っていきます。
これで、アルマイトを施すための準備が完了しました。
何とかこの方法で、アルマイトを皮膜を生成させて黒色に染色できれば納期にも間に合いそうです。
アルマイトラインへ製品を投入し、1工程毎に細心の注意をはらい処理を進めていきます。
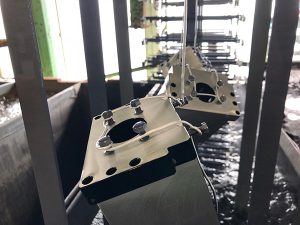
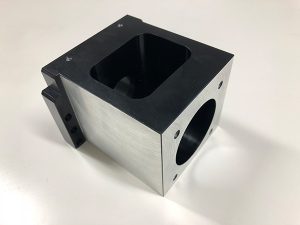
2時間ほどして、アルマイトラインから出てきた製品がこちらです。
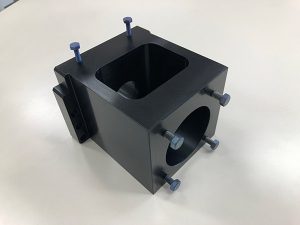
あとは、チタン製のボルトを外してキズが付かないように梱包して引き渡すだけとなりました。
通常、このような処理は行う事も少ないのですが、製品をどうしても救済しないといけない場合の最終手段になります。
また、製品の状態によっても救済できるかどうかも変わってきますので、一度製品を見せて頂き検討させていただく必要もあります。場合によっては、使用不能になる可能性もありますので十分にご注意ください。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
類似した事例のブログを以前にも書いていますので、そちらは下記のバナーよりご覧ください。

各加工方法の詳細は、下記のバナーより各ページにてご覧ください。

この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者










