アルミニウム加工品の中には複雑な形状をした製品も多くあります。
複雑な形状のため、様々な注意点があり、これらを克服するために作業現場では工夫を凝らして
アルマイト処理作業をおこなっています。
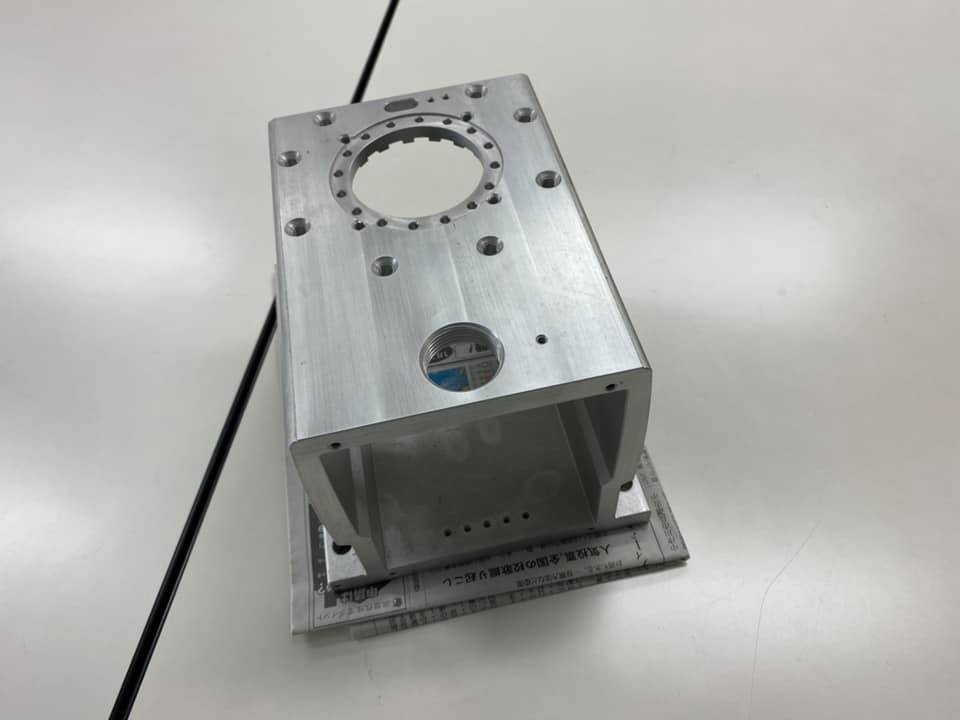

1.入荷したアルミ製品の外観観察
アルミ製品の複雑な形状ほどアルマイト工程で問題点が多く発生します。
そのため、発見時の対応策を考えておく必要があるのです。
・キズ・変形・腐食などの確認
・止まり穴の確認
・アルミニウム鋳造品やアルミダイキャストの巣穴
・サンドブラスト・バフ研磨・バレル研磨などの研磨メディアの埋没やバフ研磨剤の焼き付きなど
・アルミ鋳造品やアルミダイキャストでは、金型離型剤が製品表面に残留していないかの有無
・異種金属の組み込み
・マスキング箇所の有無・マスキング状態の確認
などを十分に行う必要があります。
2.アルマイト前処理における注意
処理をおこなう際に、マスキングについてマスキング剤・マスキング箇所の確認をおこない、マスキングの過不足や処理液の浸透、マスキングの剥離が内容に処理前に十分に確認する必要があります。
アルマイト前処理の脱脂処理・アルカリエッチング・化学研磨・化学梨地・脱スマットなどの処理
液の残留がないように十分に水洗で洗浄をおこなう必要があります。
3.アルマイト電解液へ投入後の”なじみ”
アルマイトの前処理工程をおこない、十分に水洗しアルマイト処理電解槽に投入しますが、特に複雑な形状のアルミ製品では処理面がアルマイト電解液に十分に馴染んでから通電をおこなう必要があります。
アルマイト前処理の残留液がアルミニウム表面に少しでも残留していると、電解液との馴染みが悪く、局部的な電解液の濃度変化が生じ、均一な電流密度による電解開始が困難となり、生成され
る皮膜厚に差が現れる場合あります。
複雑な形状であったり、止まり穴のような中空部分などでは電解液が前処理の残留液と入れ替わりにくい。そのため、製品に付着している水洗水と電解液と全面が入れ替わるまでの時間はFickの第2法則などによって求める事が可能ではありますが、実作業では作業経験により決定している。
~Fickの第2法則~
拡散に関する基礎的な法則。
第一および第二法則がある.第一法則:濃度勾配が時間に無制限に一定のとき,拡散の起こる方向に垂直な単位面積を単位時間に通過する量Jは、その場所の濃度cの勾配に比例する。
J = -D grad c
Dは拡散係数といわれる、第二法則:濃度勾配が時間とともに変化する場合の法則で、その変化は次式で与えられる。
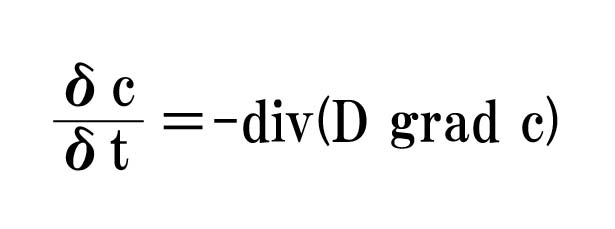
Dの単位は国際単位系(SI単位)では m2 s-1。
製品の形状・大きさ・1ラック中の製品個数、アルマイト電解槽の液循環・攪拌方法にもよりますが、通常は10秒程度は要します。
4.電流分布不良による対策
アルマイトする場合、複雑な形状の製品は製品表面全体に均一に電流が流れるように電流分布を考えて処理する事が非常に重要となります。
・対極との距離を一定にする。
・場合により、対極の形状は製品を等距離で製品を囲むように配置することも考える。
・対極との表面積比は、”製品表面積/対極表面積”≦2/1であること。
・拡販された電解液が製品に均一に接触し、発生する酸化熱やジュール熱を吸収できる電解液の循環・拡販方法であること。
・製品の形状で中空形状品で内部の面に処理を均一に要する場合は、アスペクト比(奥行き長さ/入り口径)が3以上の場合は補助陰極を挿入すると安定する。
・ケイ素の多いADC12などは定電圧電解でおこなうケースが多い。
・複雑な形状のアルマイト処理では、電流集中による焼け発生の危険性があります。その防止策としてソフトスタートの時間を通常よりも長めにする必要がある。
5.動画で解説しています。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
めっきやアルマイト の水洗は、製品を動かすの!?
アルミ部品を組み付けた状態でアルマイトすると、不具合がでます。
アルマイト加工のマスキングのダメな事例!
公差穴の面取りを忘れたのですが、マスキングして再アルマイトできますか?
この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者










