お客様からお電話があり、
「アルミニウムに無電解ニッケルめっきできますか?」とお聞きされることがあります。
もちろん、アルミニウムにも無電解ニッケルめっきできます。
ですが、無電解ニッケルめっきでも、鉄とアルミニウムでは、めっき工程での前処理(脱脂などの洗浄方法)が違い、無電解ニッケルめっきをおこなっているところが、全社、アルミニウムに無電解ニッケルめっきを出来るわけではないのです。
弊社では、アルマイトというアルミニウムの表面処理をおこなっているため、アルミニウム用の前処理ラインを保有しているため、アルミニウムへの無電解ニッケルめっきが可能です。
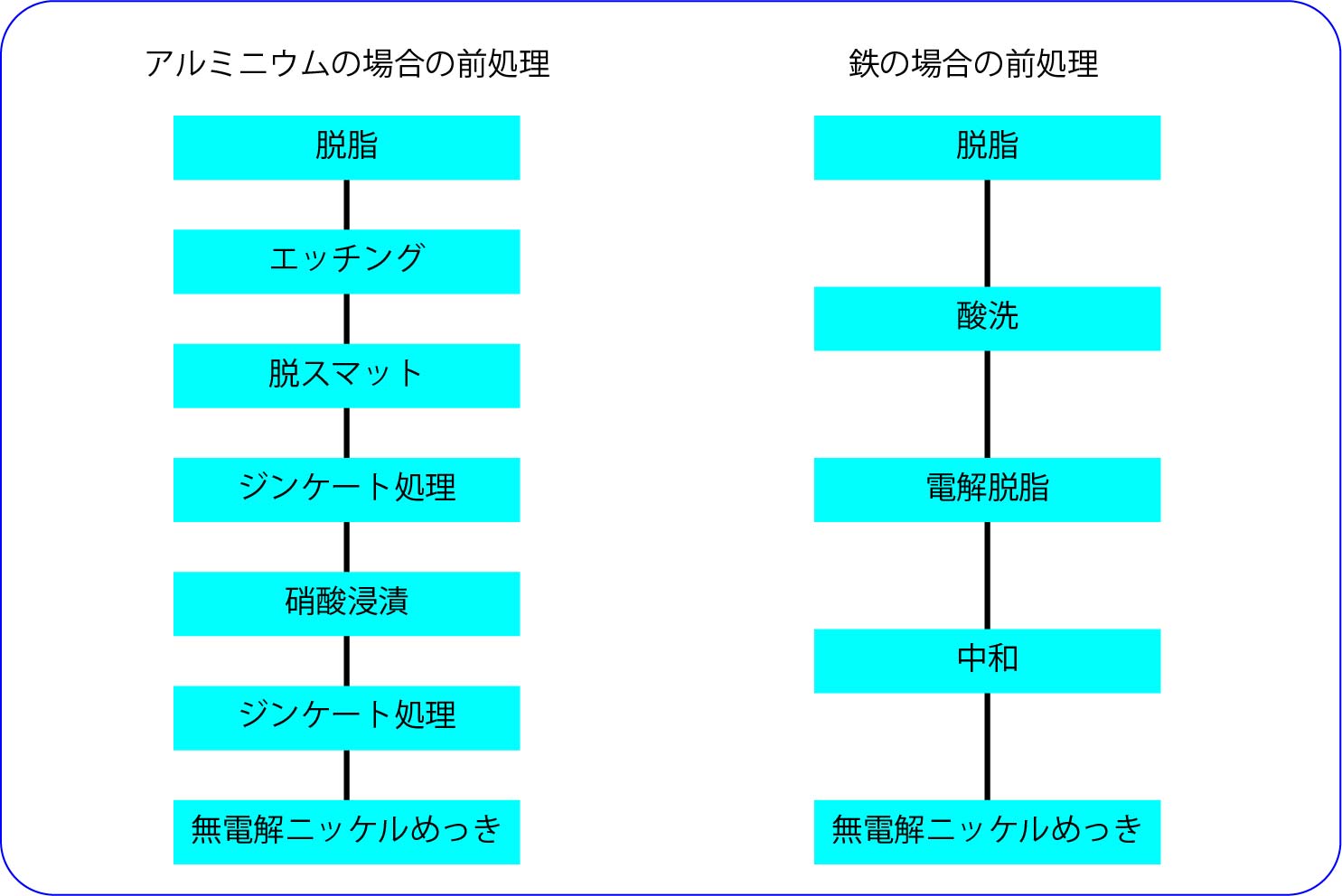
1.鉄とアルミニウムの前処理の違い
アルミニウムの前処理は、下記のような工程になります。
脱脂→エッチング→脱スマット→ジンケート処理→硝酸浸漬→ジンケート処理→無電解ニッケルめっき
鉄の場合は、
脱脂→酸洗→電解脱脂→中和→無電解ニッケルめっき
このように工程の長さも違い、使用する化学薬品も違うため、同じめっきでも素材によって工程を変え対応しなければならないため、無電解ニッケルめっきをおこなっていてもアルミニウム素材上に、めっきできないという会社もあります。
この他、アルミニウムの材質が多種に分かれるため、A2000系・A7000系・アルミ鋳造品・アルミダイキャスト品など、工程や液の濃度などを変えて処理する必要もあり、アルミニウムの表面処理を得意とする業者選びが必要です。

アルミニウムダイキャストへの無電解ニッケルめっき
2.脱脂工程
アルミニウムの脱脂は、ケイ酸ナトリウムやリン酸ナトリウムを成分とする弱アルカリ性が使用されることが多いのですが、それは、アルミニウムそのものが両性金属という種類に分類される金属で、酸にもアルカリにも溶解してしまうため、寸法の変化などさせないため、弱アルカリ~中性域での脱脂処理が行われます。
リン酸ナトリウム系の脱脂剤は、弱アルカリ性であり乳化分散作用に優れているため、弱アルカリ性という領域でも、良好な脱脂効果が期待でき、弊社でも使用しています。
3.エッチング工程
脱脂処理を終えた後、アルミニウムの表面に自然酸化皮膜(Al2O3)が存在しているため、この皮膜を除去する工程となるのがエッチング工程になります。
液の主成分は、苛性ソーダを用います。
自然酸化皮膜を除去せず、めっきしてしまうと密着性の低下・めっきの剥がれなどの原因となってしまいますので、エッチング工程でアルミニウムの表面を溶解させるとともに、自然酸化皮膜を除去し、活性化したアルミニウム表面にします。
この際、アルミニウムが溶解する時に素材に食い込んでいる頑固な汚れや異物の除去も同時に行うことができるため、エッチング工程は非常に重要な工程となります。
ただし、エッチング工程を長くしてしまうと下記のような不具合も発生します。
・表面が荒れてしまう。
・光沢感がない。
・寸法公差の厳しい製品の寸法外れ
・鋳造品などの巣穴の拡大
・アルミ合金中のシリカ成分・銅成分のとけ残りによる外観不具合
4.脱スマット工程
脱スマット工程では、脱脂・エッチング工程で除去できなかった汚れの除去、および、エッチング工程でアルミニウムを溶解させて際に、表面に発生したケイ素・銅成分の除去を目的としており、液は硝酸を使用します。
アルミニウム合金と呼ばれる素材には、強度を出すためにケイ素や銅などの不純物が添加されており、エッチング工程では、この成分を除去することはできないのです。
また、アルミニウム鋳造品やアルミニウムダイキャストなどにも同様に、不純物となる成分が添加されており、それらを除去するために、フッ化物を含んだ酸性の溶液に浸漬して除去します。
エッチング工程で発生したこれらの汚れをスマットと呼ばれ、このスマットを取り除く意味で、「脱スマット」「スマット除去」などと言われます。
脱スマット工程が、確実におこなわれていない場合、めっきムラ・ざらつき・密着不良の原因になりますので、非常に重要な工程になります。
5.ジンケート工程
アルミニウムは、非常に活性な金属であり、空気中・水中にある酸素と反応しやすく簡単に酸化皮膜を自己生成してしまいます。この酸化皮膜が生成してしまうと、めっきの密着性が低下してしまうため、酸化皮膜を生成させないための工程としてジンケート工程を行います。
ジンケート工程では、亜鉛を置換という反応を利用してアルミニウム表面にめっきします。原理としては、アルミニウムをジンケート液の中で溶解させ、溶解させた際に出る電子によって亜鉛を還元し、アルミニウム素材へ析出させます。アルミニウムと置換された亜鉛の皮膜の間には、酸化皮膜は介在しないとともに、アルミニウムが酸化皮膜を生成しないための保護となります。
ここまで工程を説明してきましたが「1.鉄とアルミニウムの前処理の違い」で紹介した通り、ジンケート工程が2回繰り返されていることがわかると思います。
1度ジンケート工程で、生成させた亜鉛の皮膜を、硝酸溶液に浸漬し、置換めっきされた亜鉛を剥がし、再度、ジンケート処理し亜鉛を置換めっきします。
これは密着性をさらに向上させるためにおこなう工程であり、アルミニウムの表面の電位を均一にするためにおこなうのです。
このように、2回ジンケート工程をおこなうことを、ダブルジンケートと呼び、アルミニウムへめっきする場合の基本となります。
ダブルジンケートが完了後、ここで初めて無電解ニッケルめっきの液に浸漬し、アルミニウムの表
面にめっきすることが可能になります。
このジンケート処理は、無電解ニッケルめっきだけでなく、銅めっきや亜鉛めっきなどを施す場合にも、おこなわれる工程となります。
アルミニウムへの無電解ニッケルめっきで、『めっきが剥がれる』『めっきが膨れる』『めっきがざらついている』など不具合がある場合は、前処理を再度、検討し直す必要があると考えられます。
6.動画で解説しています。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者










