今回は、アルマイトの前処理で、どのようにアルミニウム表面の粗さが変化するのかをテストしてみました。
これは、アルマイトした製品を接着剤等で接着したり塗膜をのせたりするする際に、うまく密着せず、『何か密着性が上がる方法はないか?』というご相談も、たまにあることから表面の粗さの変化を確認しました。
サンプルとして使用したテストピースは、以前の記事『前処理の違いによる白色アルマイトの外観の色調』で使用したテストピースを使用しています。
実際にテストピースにおこなった前処理が下記になります。
機械的前処理
・サンドブラスト
化学的前処理
・苛性ソーダによるエッチング
・酸性エッチング(化学梨地)
・化学研磨(リン酸・硫酸タイプ)
この4種類の前処理をおこない、無色アルマイト皮膜を5μm生成させたテストピースの表面粗さを測定し前処理で表面粗さが、どのように変化するのかを順にご紹介していきます。
1.アルミニウム素地の表面粗さ
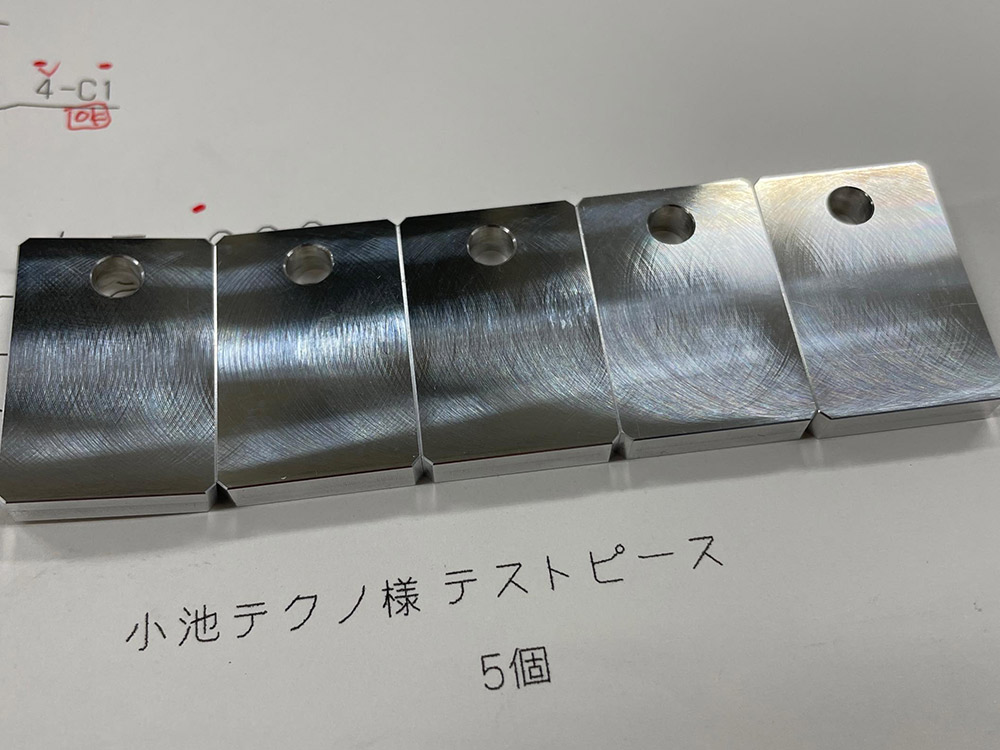
まずは、素材となるアルミニウム素地です。
同じロットで同じ機械で作成したテストピースを5個作成し、1個は素地のまま残しておきました。
その素地の表面粗さも測定し、ここからどのようにアルマイトの前処理で表面粗さが変化するのかを確認します。

素材のアルミニウムは、A5052をフライスで全面仕上げてもらってある状態です。
こちらの素材の表面粗さが、下記の結果になります。
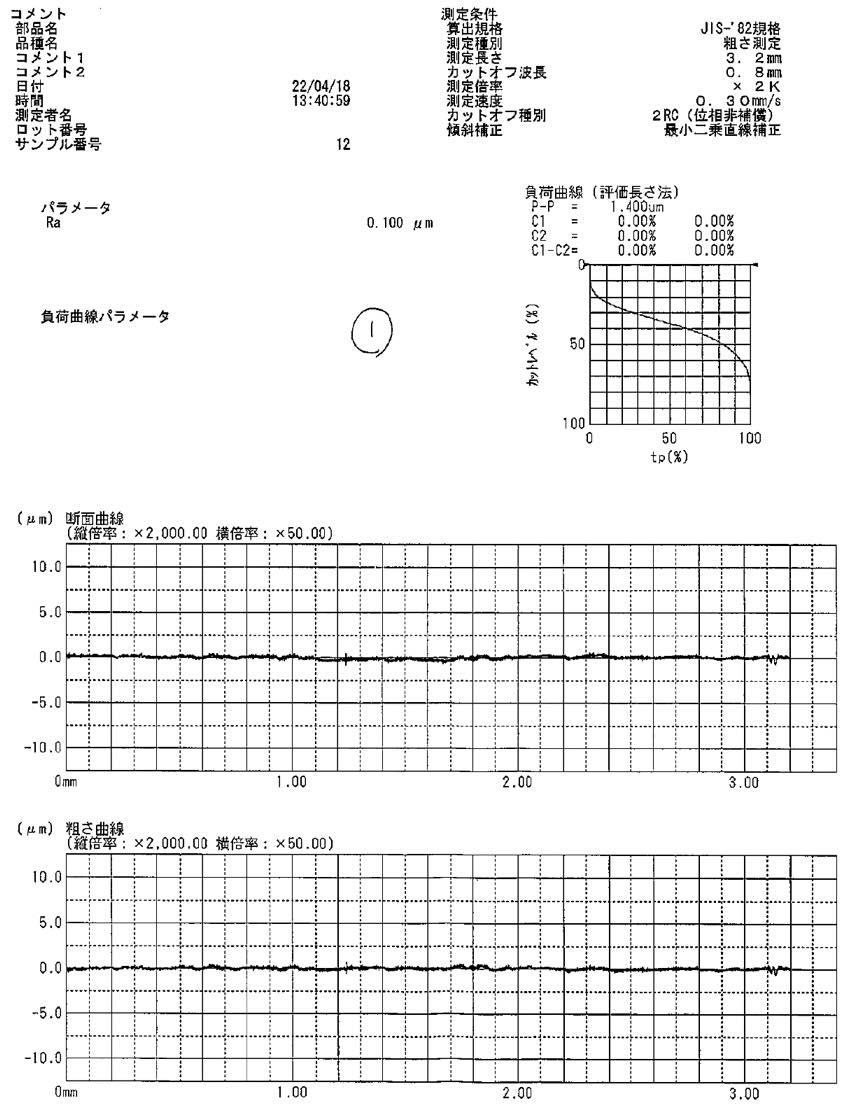
表面粗さ Raで0.100μmになります。
非常に平滑な面となっているのではないかと思いますが、密着性向上という面では、平滑過ぎて密着性がよくないかと思います。
また、切削油なども付着している表面でもあり密着は悪い状態です。
耐食性についても、アルミニウム素地の状態ですので長期にわたり使用すると腐食する可能性もありますので、アルマイトなどの表面処理は必須となります。
2.サンドブラスト後アルマイト表面粗さ
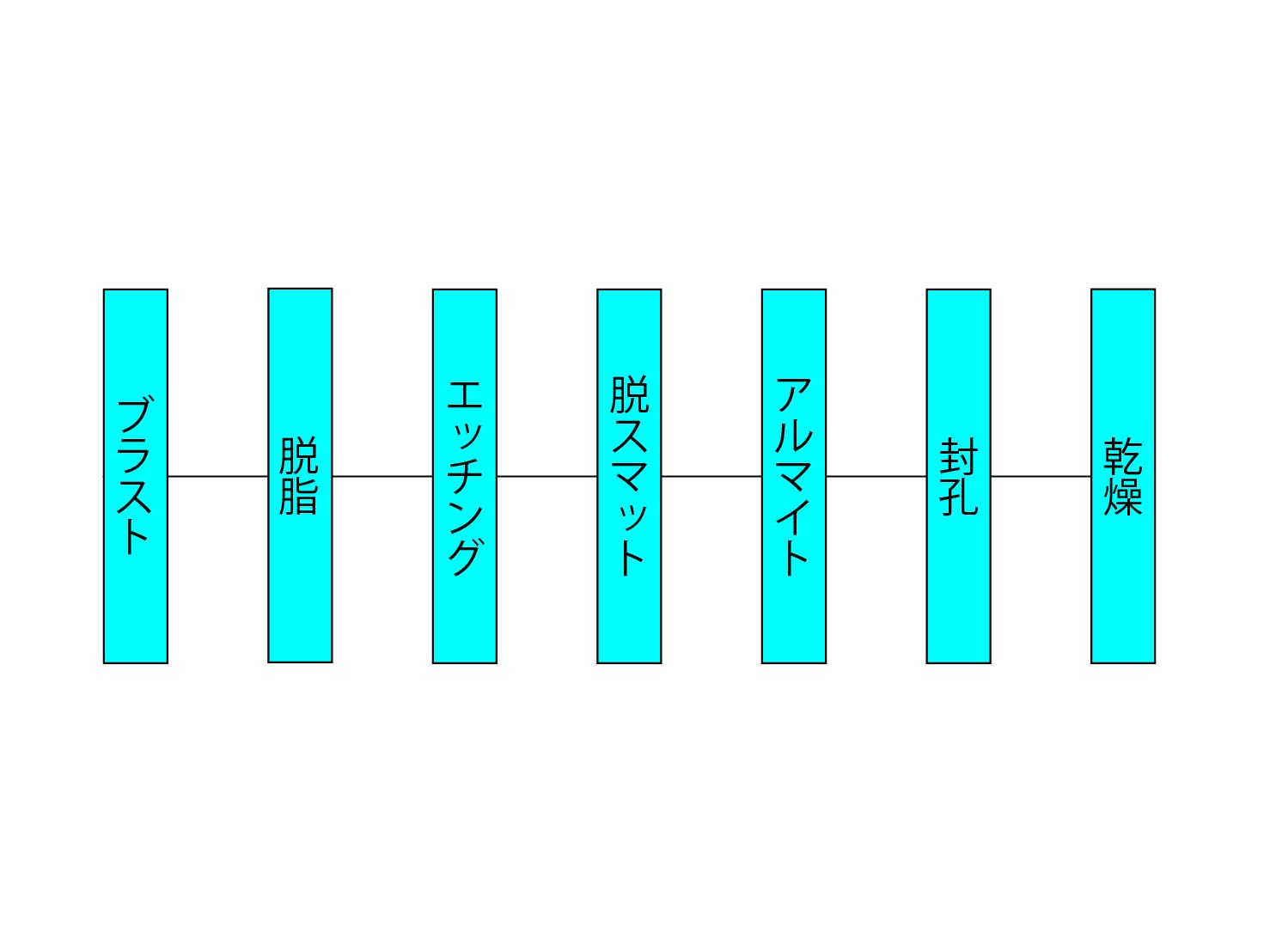
アルミニウムをフライス加工した素材をサンドブラスとで梨地にします。
梨地後にアルマイトラインにて、下記の工程を行なったテストピースを作成しました。
凹凸のあるアルミニウム表面になっていて、触った感じではザラザラした表面になっていますので、それなりに表面粗さが出ている感じがします。

では、実際にどれぐらいの表面粗さがあるのか?
測定してみた結果が下記になります。
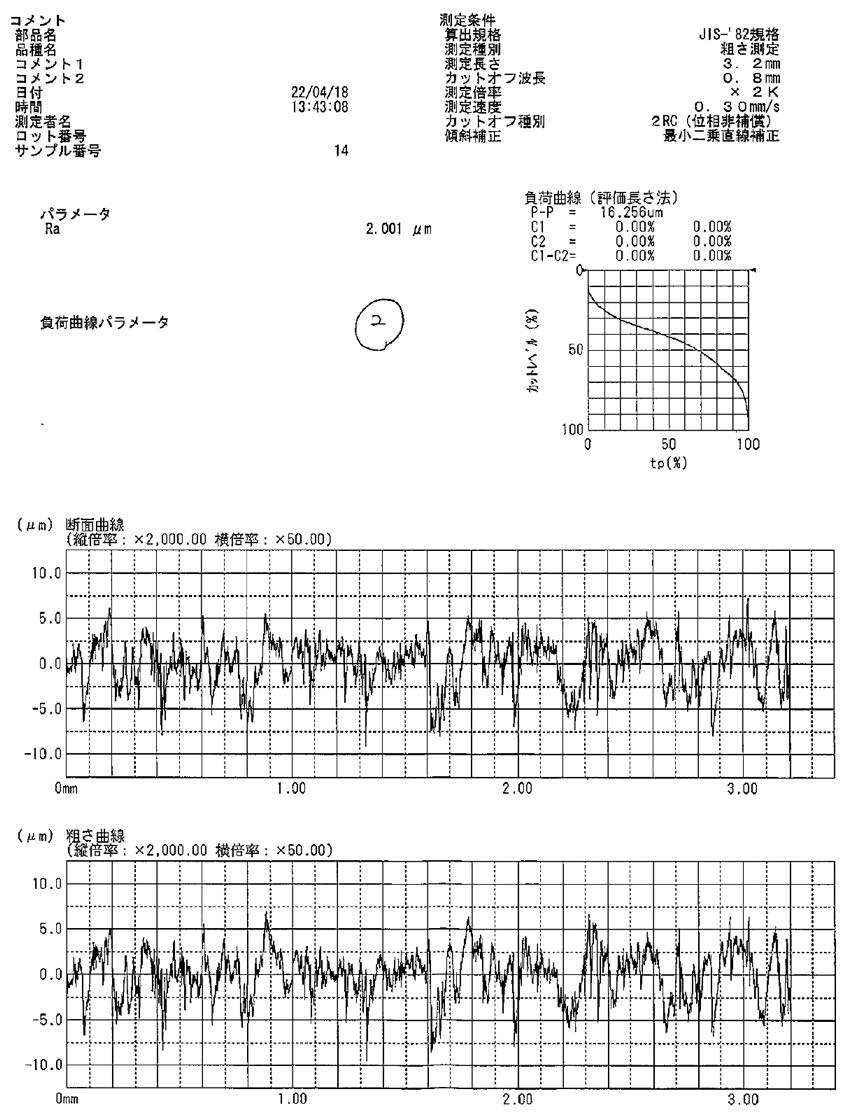
表面粗さ Raで2.001μmになります。
素材の状態と比べても、凹凸があることがわかります。
以前に、ステンレスの塗装剥がれのご相談があった際に、サンドブラストでテストをしていますので、そちらの記事もご参考にしていただけらと思います。
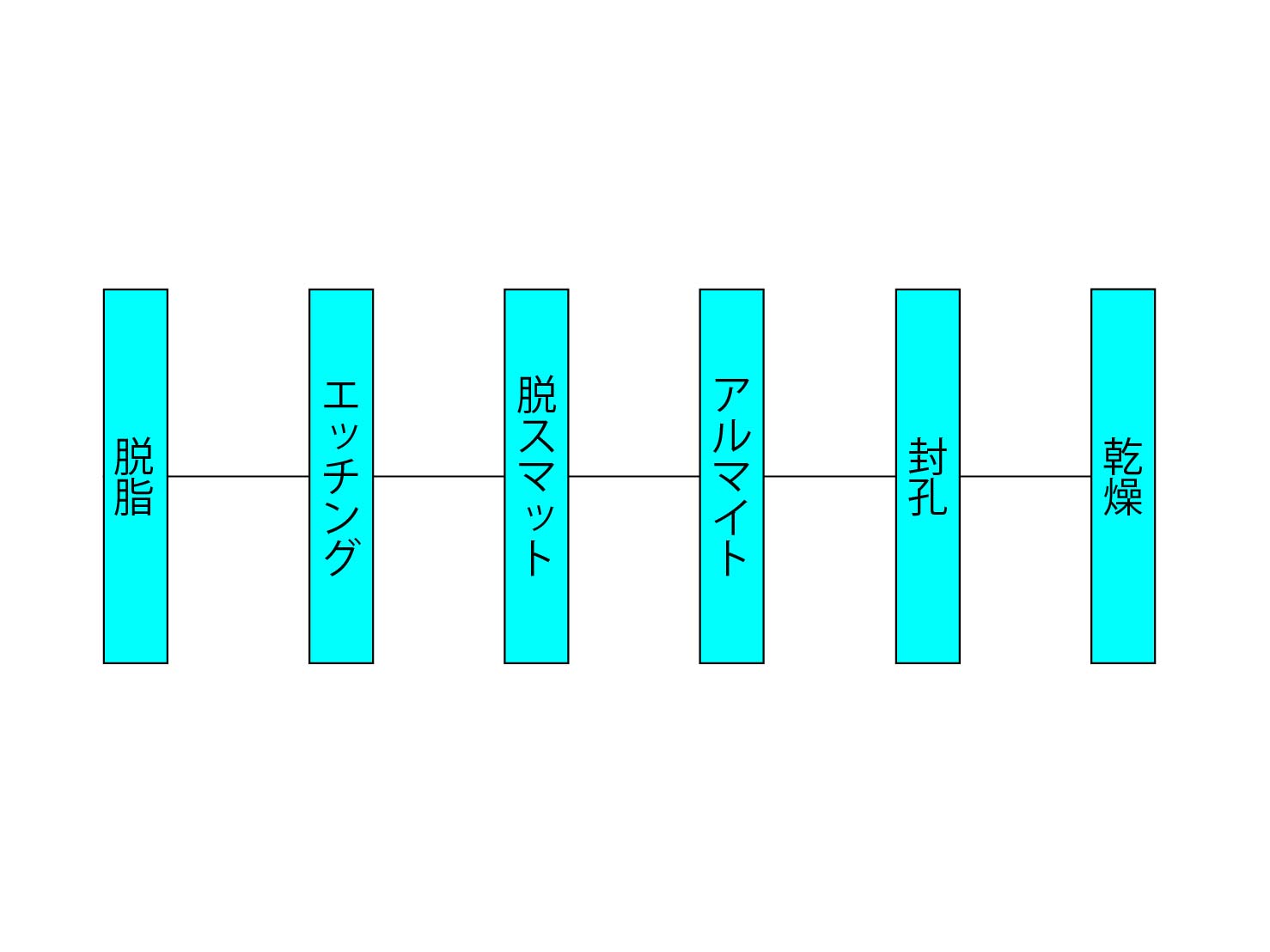
3.苛性ソーダによるエッチング後アルマイト表面粗さ
今度は、テストピース素材を苛性ソーダでエッチングしてアルマイトします。
工程としては、下記のような工程になります。
仕上がった感じは、素材とはあまり変わっていない感じではありますが、フライスのツールマークが残っている感じの状態です。
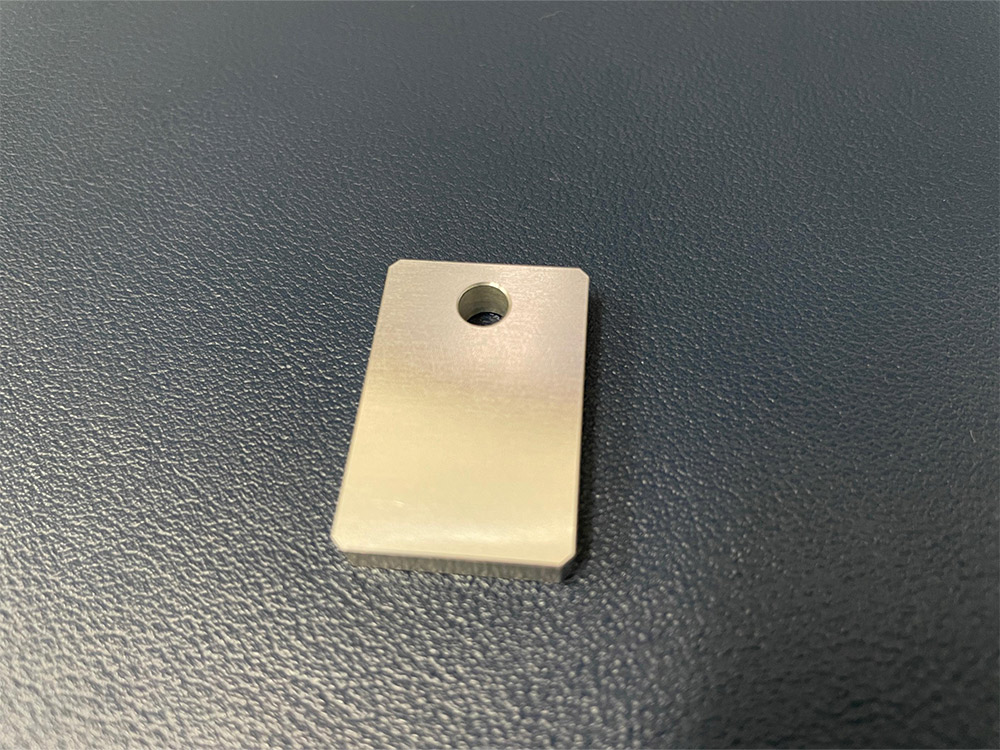
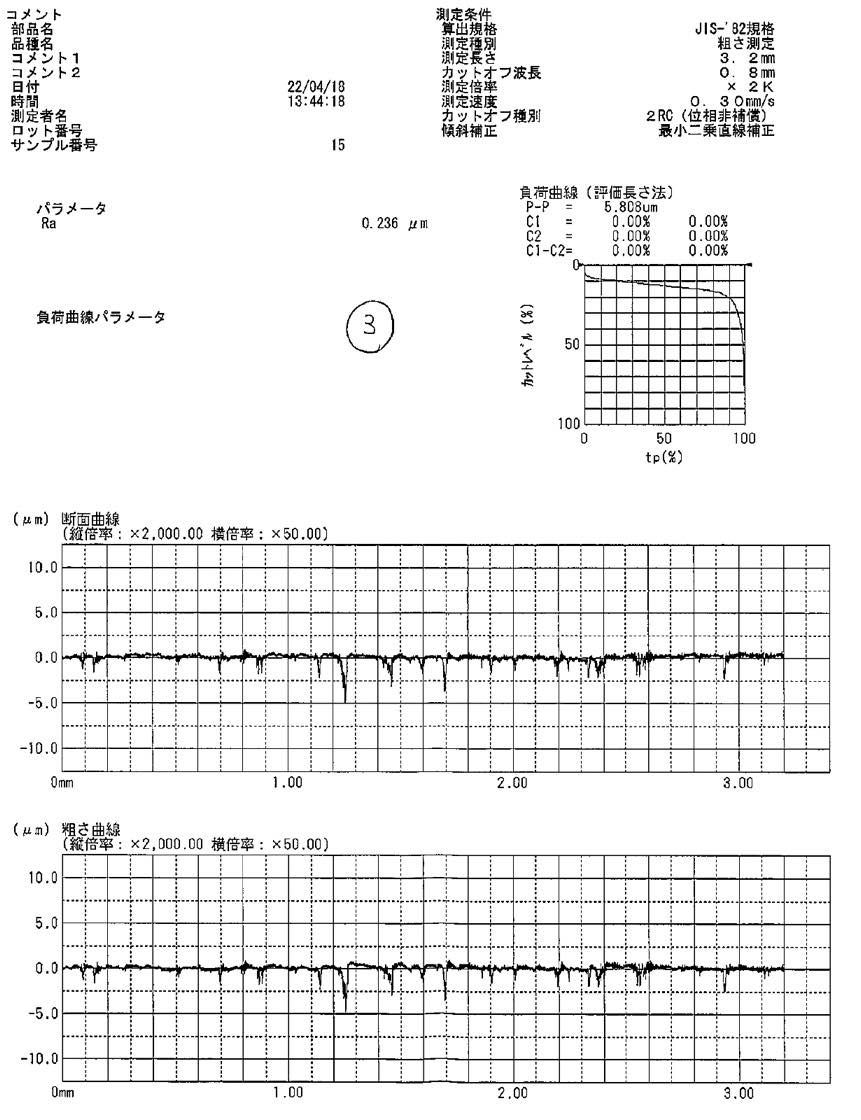
表面粗さを見てみると、ピンポイントで深く溶解している部分がある感じになっていて、
Ra 0.236μm
の表面粗さになっています。
4.酸性エッチング(化学梨地)後アルマイト表面粗さ
テストピース素材を酸性エッチング、いわゆる化学梨地をしてアルマイトします。
工程としては、下記のような工程になります。
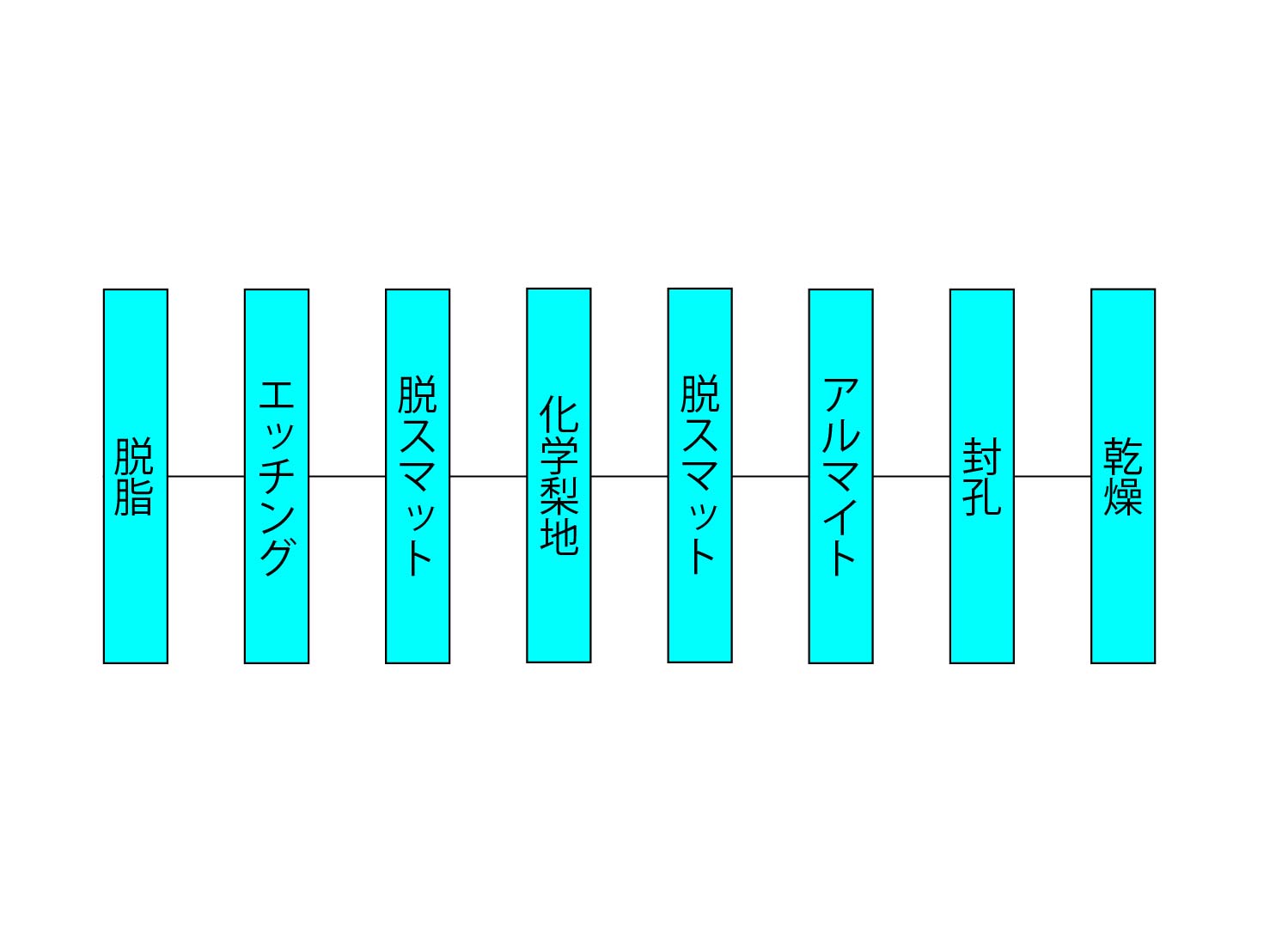
化学梨地をする場合、苛性ソーダによるエッチングをしてから、化学梨地をおこないます。
酸性エッチングの場合、アルミニウム素材表面を細かな凹凸のある状態にするため、密着性の向上に効果があるのではないか?と考えられます。

この写真のようにフライスのツールマークも消えているので、想像するだけでも凹凸が結構あるのではないかと思いますが、実際に表面の粗さを測定した結果が下記になります。
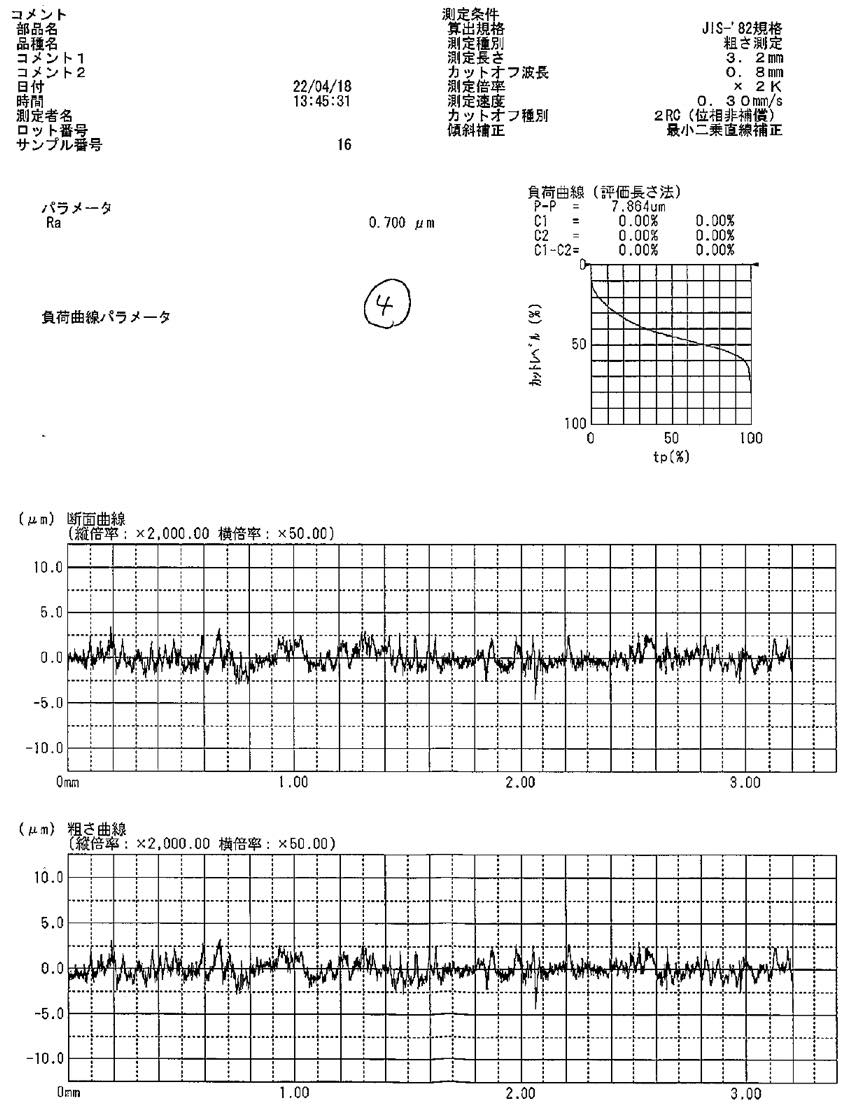
表面粗さを測定した結果では0.7μmと、そこまで激しく荒れている感じではありません。
苛性ソーダによるエッチングと比べると、確かに凹凸はありますがサンドブラストほどの効果は得られそうにはありません。
ただ、薄い板やパイプ状の製品のように、サンドブラストを施すことが難しい製品には化学梨地は効果的な方法にはなります。
5.化学研磨後アルマイト表面粗さ
テストピース素材を、化学研磨してアルマイトを施してみます。
化学研磨には、硫酸タイプと硝酸タイプがありますが、今回は硫酸タイプを使用してテストしてみました。
化学研磨の場合に工程は、下記になります。
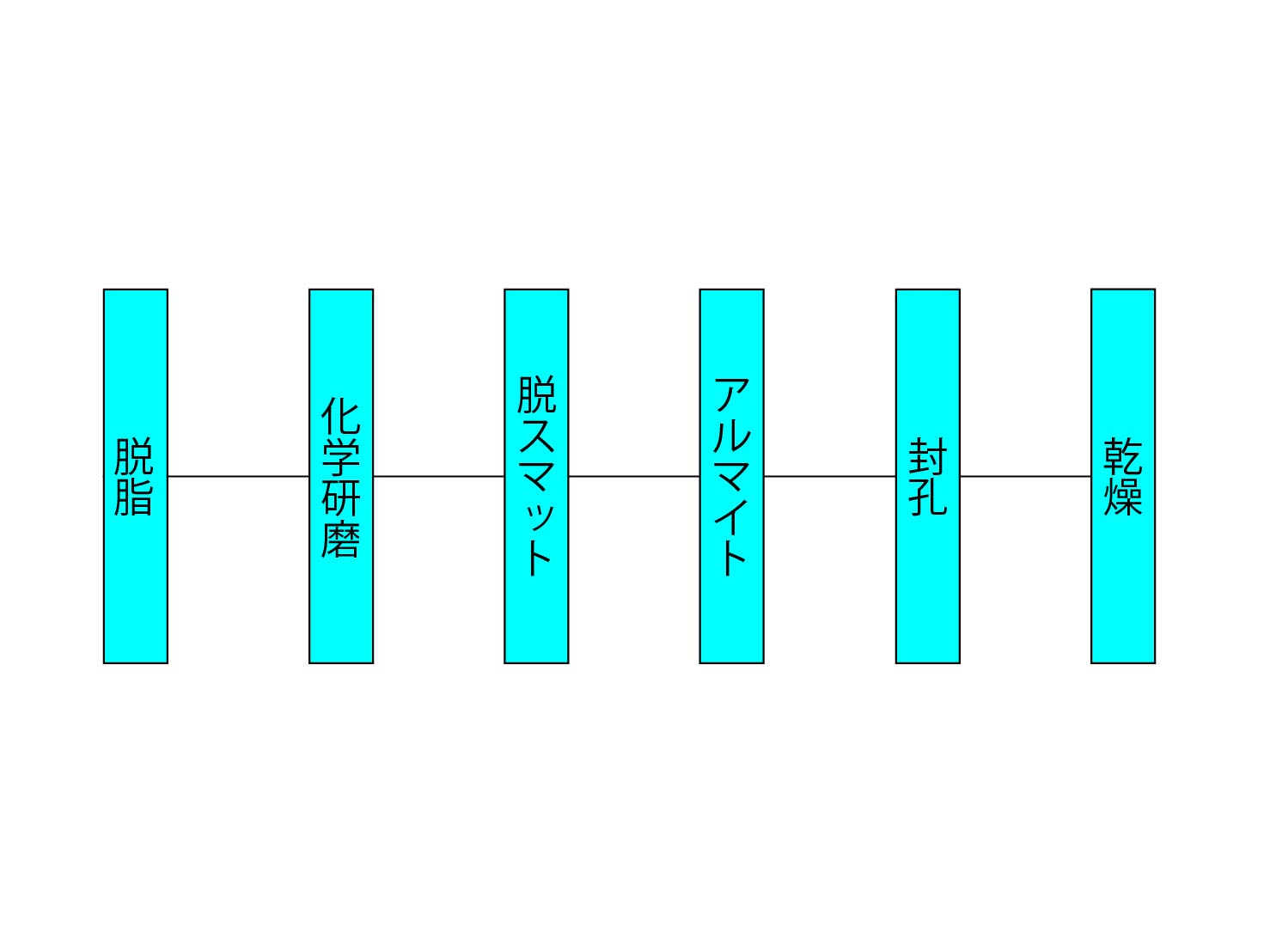
化学研磨の工程は、苛性ソーダによるエッチングをせず、脱脂後に化学研磨を施します。
化学研磨は、素材の凹凸の凸部を優先的に溶かす作用があります。
そのため、表面を触ってみると滑らかな表面になっているように感じます。

今回のサンプルは、硫酸タイプの化学研磨剤で化学研磨したサンプルですが、硝酸タイプの方が光沢も平滑面も得られます。アルミニウム材質もA5052を、今回使用しましたがA2000系・A7000系などの材質の場合、硝酸タイプを使用しないと光沢がでず、化学研磨面を得ることができません。
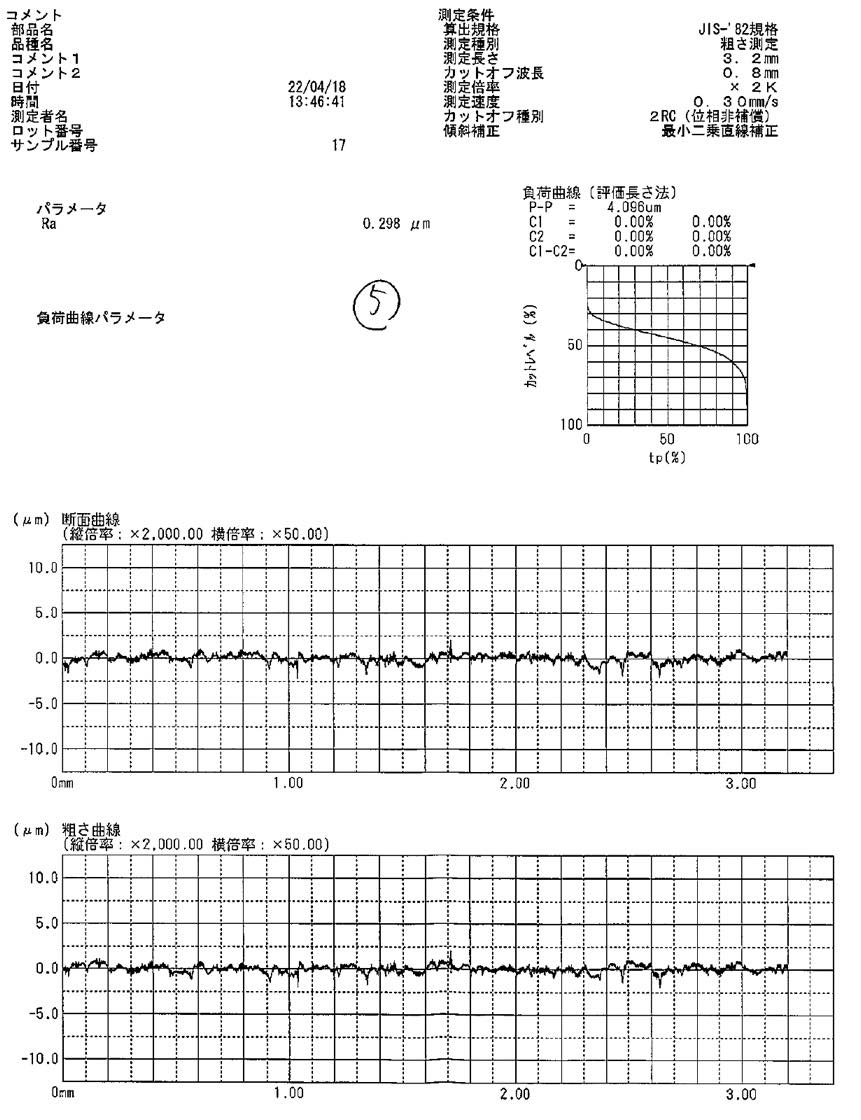
化学研磨した表面の粗さは、0.298μmとなり、苛性ソーダによるエッチングより表面粗さは、凹凸がでていますが、手触りはツルツルとした手触りになっています。
今回のテストの結果からして、アルマイト表面への密着性の向上や、アルミニウム表面への密着性向上を狙いう場合、サンドブラストが一番有効なことがわかります。
サンドブラストでは、変形などが心配な場合には化学梨地をおこなうことで改善される傾向にも向います。
6.動画で解説しています。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者













