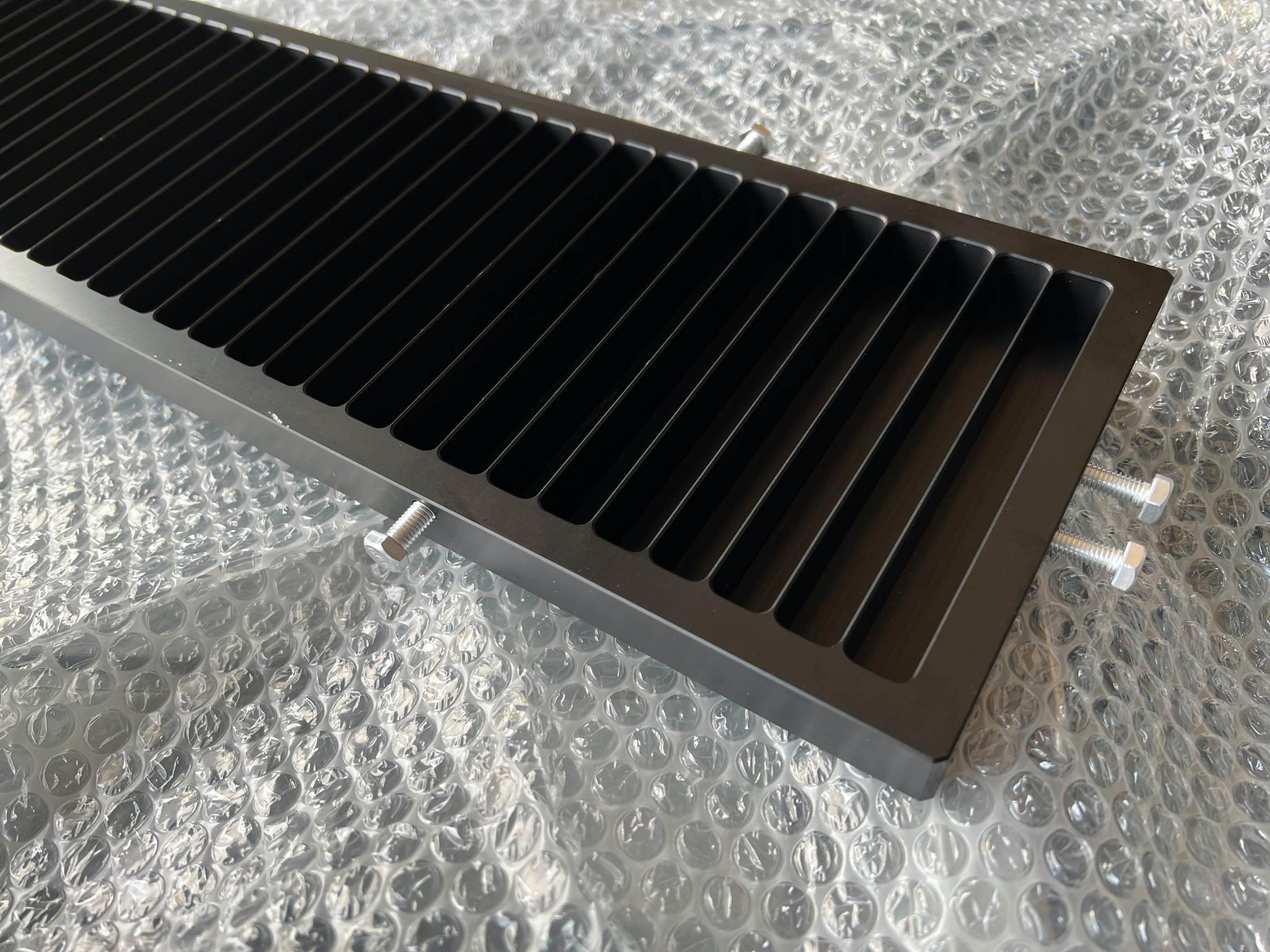
お客様が黒色のアルマイトされた製品を持ち込んでいらっしゃり、相談したいとのことでした。
どんな相談かと思ったら、弊社で処理した黒色のアルマイト品ではないのですが、白い部分があり、アルマイト皮膜が剥がれて、白くなっている部分がありました。

これでは、製品として使えないと言うことで黒色アルマイトを剥離して再加工してほしいとのご相談でした。
弊社で処理したものではないので、まずは状態を確認して再加工できるのかも、判断しなければなりません。
・現在施されている膜厚の確認。
・異種金属が取り付けられていないか
・アルマイト皮膜以外のコーティングなどは施されていないか
を確認したところ、タップ部分には鉄のボルトと樹脂部品がはめられていたので、取り外させていただきました。
また、タップ穴の中にはヘリサートが入れられていて、このままアルマイト処理してしまうとヘリサートも溶けてしまいます。アルマイトの接点も、このタップ穴以外は不可とのことでタップ穴を使うしか方法がありません。
その辺りも工夫して、今回アルマイトを施しましたので、ご紹介させていただきます。
1.タップ穴を確認
最初に、一番問題になりそうなタップ穴を確認します。
ヘリサートが入っていますので、ヘリサートを溶かさないようにしなければならないのと同時に、ここで接点を取らなければなりません。
まずは、タップのサイズはM6であることがわかるので、ヘリサートとの隙間がどれぐらいあるのかを確認します。
タップの入り口付近までは、ヘリサートがなさそうなのでチタンのボルトを入れてどれぐらいの深さがあるのかを確認しました。

ヘリサートが入っているため、チタンのボルトもしっかり奥まで入りボルトを締め付けることができます。
今回はM6×20の六角ボルトをはめてみたのですが、ネジ部が半分以上は外に出ている状態ですので、このネジ部を使って給電することでアルマイトを施すことができそうです。
ですが、ここで問題となるのがアルミニウムとチタンとの許容電流量が違うことです。
製品に電気を流すには、アルマイトラインの銅製のブスバーと呼ばれる給電部からアルミ線を使用して、このチタンボルトまで給電することになります、そしてこのチタンボルトからアルミ製の製品に電気を供給するのですが、チタンは電気を流しにくい素材であるため、このまま電気を流してしまうと、チタンボルトと製品のタップ部分とが焼き付いてしまう可能性があります。
以前にチタンボルトからアルミ製品に給電した際に、ボルトが焼き付いて外れなくなってしまった経験があるので、その経験がここでいかされました。
2.給電方法の検討
製品に、電気を給電しなければアルマイト皮膜を生成させることはできないので、タップの部分から給電する方法を考えます。
チタン以外で、アルマイト液中で電気を流される金属はアルミニウムだけになりますので、アルミのボルトを使って、給電する方法を取ろうかと考えました。
製品の材質は、図面を確認するとA5052のため、A5056製のアルミボルトを手配し、用意してそのボルトを使って給電するようにタップ部分にはめてみました。
できる限り材質を揃えることで、電流の流れを安定させるようにします。
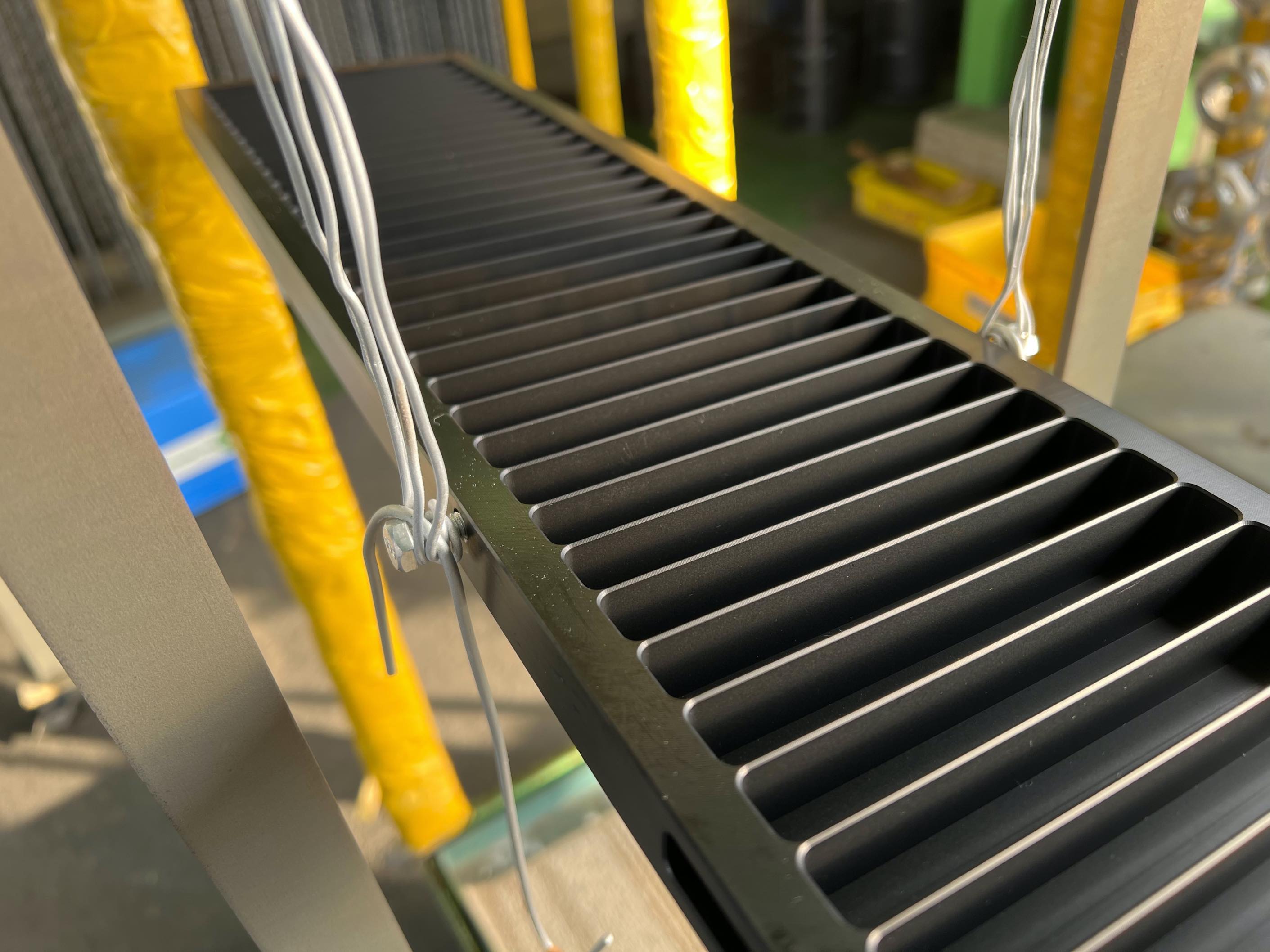
この状態で、アルミ線をアルミボルトに巻き付け、電流を流せるようにするとともに、液中で動いて陰極に接触しないように治具に固定しておきます。
3.黒色アルマイトの剥離
治具に固定したらアルマイトラインへ投入し、まずは今ついている黒色のアルマイトを剥離します。脱脂処理をおこなったあと、苛性ソーダ溶液に、液温43℃で90秒ほど浸漬したところでアルマイト皮膜が剥離できましたので、水で綺麗に洗浄して、脱スマットでスマットを除去します。

4.黒色アルマイトを施す
すでに電極となるアルミボルトとアルミ線の接点は、剥離をする前の段階で取ってあるため、剥離が完了した状態のままアルマイトを施していきます。
アルマイト槽に浸漬して電解をおこないます。
およそ30分間アルマイト槽で電解をおこない、水でアルマイト液をよく洗い流します。
タップ部分にボルトをねじ込み、接点を取ってあるため、ボルトの隙間にもアルマイト液が入っている可能性があるため、アルマイト後の水洗は非常に重要です。
水洗が不十分な場合、染色中にボルトとタップの隙間からアルマイト液が出てきて染色不良になってしまうこともあります。
水洗が完了したら、染料の中に浸漬し、20分ほど染色し、封孔処理をおこなって完成となります。
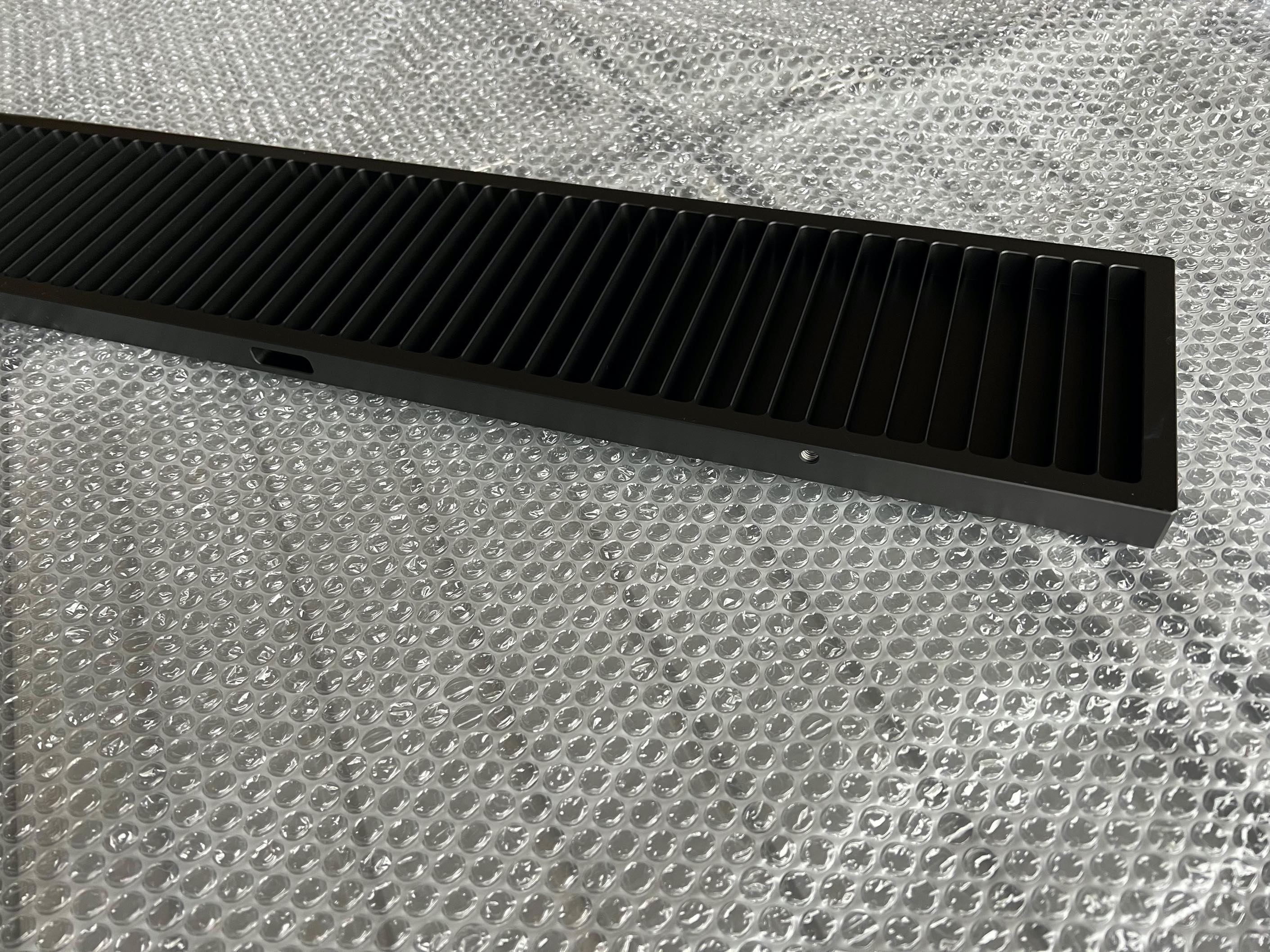
白くなっていた傷の部分もきれいになり、ヘリサートの部分も大丈夫そうなので、この状態で梱包して納品となりました。
基本的には、ヘリサートなどの異種金属は抜いておくようにしなければ、アルマイト液がタップの部分に入った時点で溶解が始まってしまいますので、今回の例は、特殊な例になります。必ずヘリサートの部分が大丈夫という保証はありませんのでご注意ください。
5.動画で解説しています。
ご相談・お見積りなど、お気軽にお問い合わせください。
お急ぎの際は、お電話にてご連絡ください。
0532-45-4025
【受付時間】
平日 8:30~17:00
土・日・祝、会社休業日除く
この記事の著者は

株式会社 小池テクノ 代表取締役社長
大橋 一友
毒物劇物取扱責任者
水質関係第二種公害防止管理者
特定化学物質及び四アルキル鉛等作業主任者
化学物質管理者
特別管理産業廃棄物管理責任者













